
en
Prestazioni Meccaniche e Caratteristiche Metalurgiche dei Sistemi ProTaper Universal e 6 Replicalike
/social-network-service/media/default/6758/89a8282e.png)
17
36 min di lettura
03 marzo 2025
Traduzione automatica
L'articolo originale è scritto in lingua EN (link per leggerlo).
Abstract
Introduzione: Questo studio mirava a confrontare il sistema ProTaper Universal (PTU; Dentsply Maillefer, Ballaigues, Svizzera) con 6 strumenti replicati riguardo al design degli strumenti, alle prestazioni meccaniche e alle caratteristiche della lega.
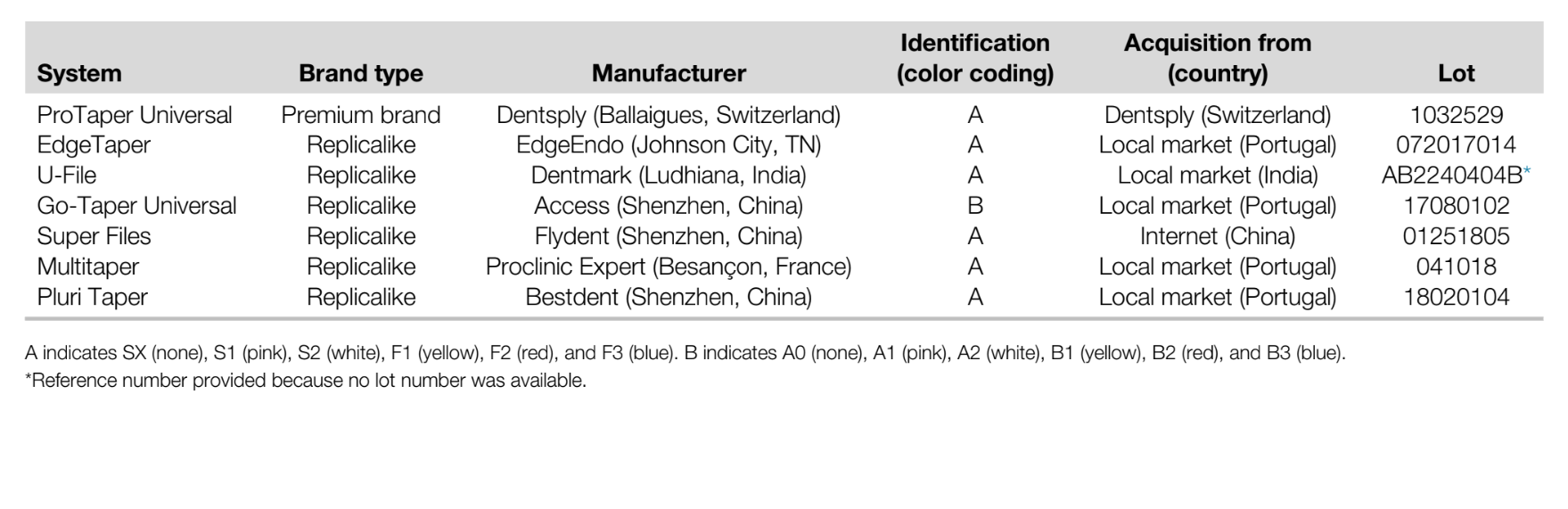
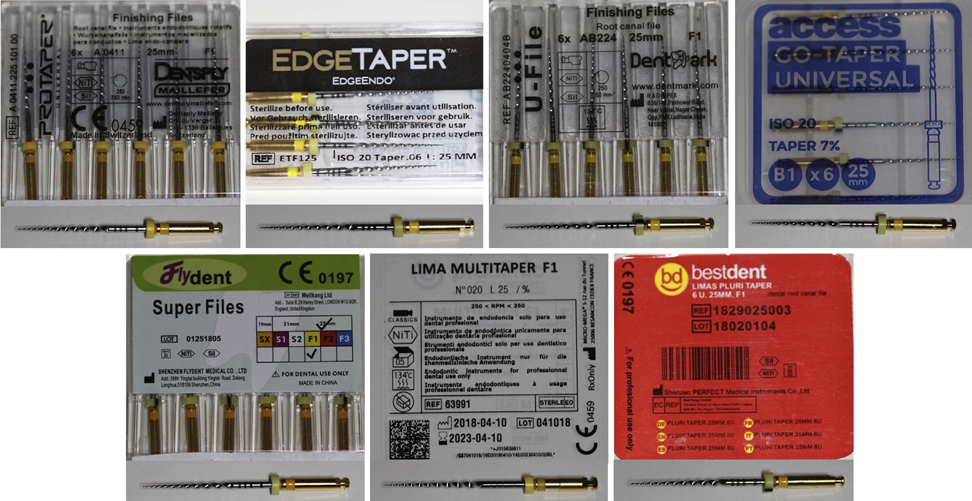
Metodi: Sono stati selezionati e valutati nuovi strumenti rotanti (dimensione 20/.07v) di PTU e 6 sistemi replicati (EdgeTaper [EdgeEndo, Johnson City, TN], U-File [Dentmark, Ludhiana, India], Go-Taper Universal [Access, Shenzhen, Cina], Super Files [Flydent, Shenzhen, Cina], Multitaper [Proclinic Expert, Besançon, Francia] e Pluri Taper [Bestdent, Shenzhen, Cina]) (n = 329) riguardo al loro design, prestazioni meccaniche e caratteristiche metallurgiche. I risultati sono stati confrontati utilizzando il test della mediana di Mood non parametrico e l'analisi della varianza unidirezionale con il livello di significatività fissato a 0.05.
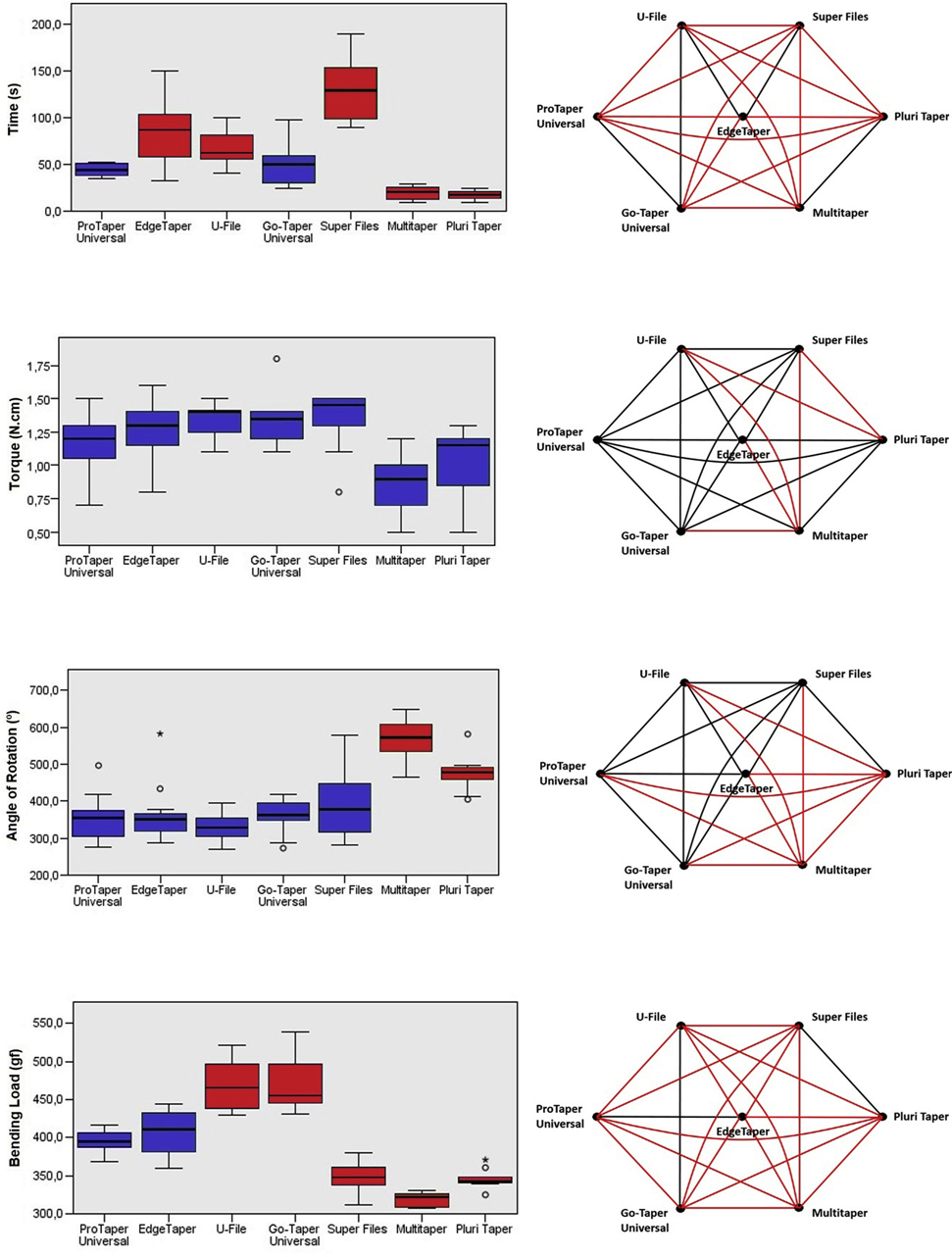
Risultati: Gli strumenti replicati erano simili a PTU riguardo al design, alla coppia massima di rottura (P ˃ .05) e al rapporto tra elementi di nichel e titanio. La microscopia elettronica a scansione ha rivelato differenze nella geometria della punta e delle superfici di finitura. Il tempo di rottura del Go-Taper Universal (50,0 secondi) era simile a PTU (44,0 secondi) (P ˃ .05), ma l'U-File (63,5 secondi), l'Edge Taper (87,5 secondi) e i Super Files (130 secondi) hanno mostrato valori significativamente più alti (P ˂ .05). La coppia massima più alta è stata osservata nello strumento Super Files (P ˂ .05), ma non è stata notata alcuna differenza statistica tra gli altri strumenti (P ˃ .05). L'angolo di rotazione prima della rottura del Multitaper (574°) e del Pluri Taper (481°) era superiore a PTU (354°) (P ˂ .05). L'analisi calorimetrica differenziale ha mostrato chiare differenze sulle temperature di trasformazione tra gli strumenti testati. Le temperature di inizio e fine della fase R di PTU erano rispettivamente 11,0°C e 218,0°C.
Conclusioni: Complessivamente, gli strumenti replicalike erano simili al PTU riguardo alla resistenza torsionale, al design geometrico e alle proporzioni quasi equiatomiche degli elementi di nichel e titanio. In 3 dei 4 test meccanici, i sistemi EdgeTaper (coppia, angolo di rotazione e carico di flessione) e Go-Taper Universal (tempo fino alla frattura, coppia e angolo di rotazione) erano simili al PTU. (J Endod 2020;■:1–10.)
Negli ultimi dieci anni, diverse aziende dentali hanno proposto vari sistemi rotanti in nichel-titanio (NiTi) per la preparazione meccanica del sistema canalare. La produzione di questi strumenti dovrebbe seguire un flusso standard di ricerca interna, sviluppo, test di produzione e marketing con standard di qualità controllati. Tuttavia, attualmente, diverse aziende in tutto il mondo hanno iniziato a produrre e/o distribuire strumenti NiTi con caratteristiche simili a sistemi di marchi ben noti senza chiari rapporti sul controllo della qualità di produzione o certificazione internazionale. Questi strumenti, sebbene siano marchi diversi, presentano caratteristiche simili a quelli originali, come il numero/sequenza degli strumenti, la nomenclatura e l'identificazione (codifica a colori); sono chiamati sistemi replicalike. I sistemi replicalike sono stati commercializzati in tutto il mondo da distributori locali e sono accessibili via Internet a prezzi inferiori, il che può essere allettante per diversi professionisti, come recentemente riportato da Logsdon et al. D'altra parte, la sicurezza clinica e l'efficienza della maggior parte di questi sistemi non sono ancora state confermate da una prospettiva scientifica, o i dati sono scarsi rispetto ai corrispondenti marchi originali.
ProTaper Universal (PTU; Dentsply Maillefer, Ballaigues, Svizzera) è 1 dei sistemi rotativi più conosciuti e duraturi disponibili attualmente sul mercato, realizzato in lega di NiTi convenzionale. Al momento del suo lancio, il suo innovativo design progressivo conico è stato considerato un fattore che ha contribuito a rendere il PTU uno dei sistemi più venduti al mondo; pertanto, è stato utilizzato per la preparazione dei canali radicolari in diversi paesi.
Di conseguenza, nel corso degli anni, sistemi replicati del PTU sono stati prodotti da diverse aziende, tra cui EdgeTaper (EdgeEndo, Johnson City, TN), U-File (Dentmark, Ludhiana, India), Go-Taper Universal (Access, Shenzhen, Cina), Super Files (Flydent, Shenzhen, Cina), Multitaper (Proclinic Expert, Besançon, Francia) e Pluri Taper (Bestdent, Shenzhen, Cina), tra gli altri. Finora, nonostante questi strumenti replicati siano disponibili commercialmente a livello locale nei continenti americano, europeo e asiatico e in tutto il mondo attraverso negozi online, manca di informazioni sulla loro qualità, prestazioni e sicurezza per uso clinico nella letteratura rispetto ai sistemi del marchio originale. Pertanto, questo articolo si propone di eseguire una valutazione laboratoriale completa di 6 strumenti replicati del sistema del marchio originale PTU riguardo al design, alle prestazioni meccaniche e alle caratteristiche della lega. L'ipotesi nulla da testare era che non ci fossero differenze tra gli strumenti originali e quelli replicati riguardo alla loro efficienza meccanica e alle caratteristiche della lega metallica.
Materiali e Metodi
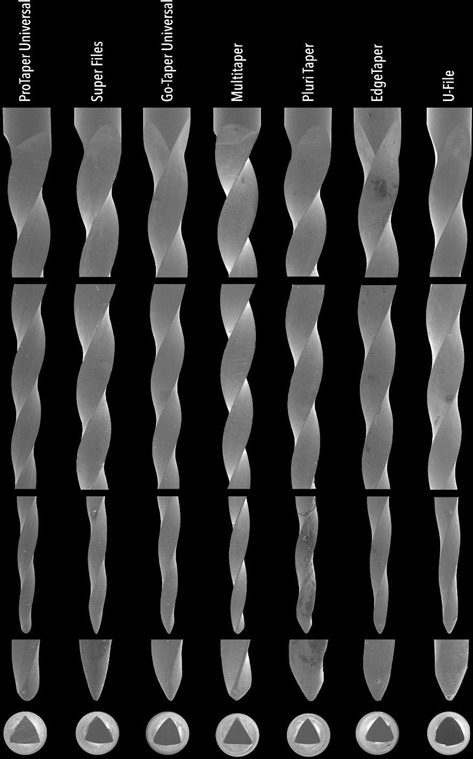
Un totale di 329 nuovi strumenti rotanti in NiTi da 25 mm di dimensione 20/.07v raccolti da un marchio premium (sistema PTU) e 6 sistemi replicati (n = 47 per gruppo) (Tabella 1, Fig. 1) sono stati valutati riguardo al loro design, prestazioni meccaniche e caratteristiche metallurgiche.
Design dello Strumento
Sei strumenti di ciascun sistema sono stati selezionati casualmente e sottoposti a ispezione visiva stereomicroscopica con ingrandimenti di x3.4 e x13.6 utilizzando un microscopio operatorio dentale (Opmi Pico; Carl Zeiss, Jena, Germania) dotato di una fotocamera Canon EOS 500D (Canon, Tokyo, Giappone) per registrare le seguenti caratteristiche:
- Il numero di lame attive (in unità)
- L'angolo di elica della lama attiva basato sulle misurazioni medie dei 6 angoli più coronali valutati in triplice copia
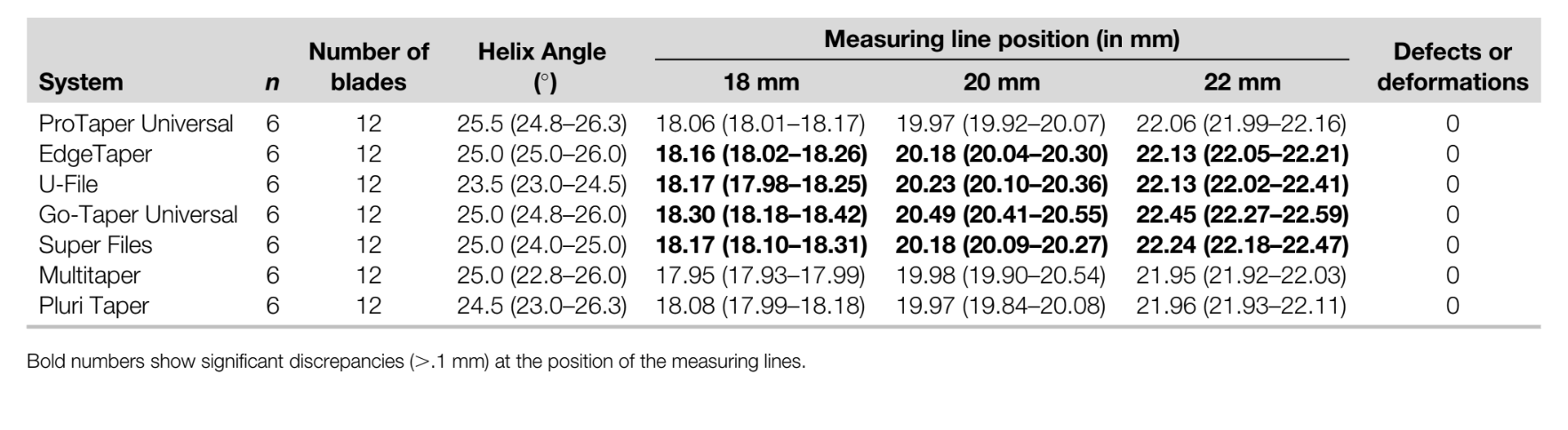
- La distanza (in mm) dalle punte degli strumenti alle 3 linee di misurazione (18, 20 e 22 mm) nella loro parte non tagliente misurata con un calibro digitale con una risoluzione di 0,01 mm (Mitutoyo, Aurora, IL). Le discrepanze sono state considerate significative quando i valori erano superiori a 0,1 mm dalla linea di riferimento. Questo processo è stato ripetuto 3 volte e la lettura media è stata registrata.
- L'identificazione di difetti o deformazioni maggiori (cioè, distorsione della lima e lame mancanti o attorcigliate)
Successivamente, gli stessi strumenti sono stati preparati per l'analisi convenzionale al microscopio elettronico a scansione (S-2400; Hitachi, Tokyo, Giappone) e valutati riguardo ai seguenti aspetti:
- il design a spirale nella parte centrale della parte attiva (simmetrico o asimmetrico),
- la punta (attiva o non attiva),
- il design della sezione trasversale,
- la presenza di segni superficiali (processo di produzione lavorato), e
- difetti o deformazioni minori del produttore.
Test Meccanici
I test di fatica ciclica, torsionale e di resistenza alla flessione sono stati utilizzati per valutare le prestazioni meccaniche dei sistemi selezionati. Innanzitutto, è stata eseguita una calcolo della dimensione del campione con una potenza dell'80% e un alpha di 0.05 per ciascun test basato sulla massima differenza ottenuta nelle 6 misurazioni iniziali tra il marchio originale (PTU) e 1 dei sistemi replicati. Per il tempo fino alla frattura (PTU vs Super Files), è stata determinata una dimensione finale del campione di 7 strumenti basata su una dimensione dell'effetto di 94.67 (657.52). Per la coppia massima e l'angolo di rotazione nel test torsionale (PTU vs Multitaper), sono state stabilite dimensioni del campione di 12 e 7 strumenti considerando dimensioni dell'effetto di 0.30 (60.24) e 214.16 (6122.87), rispettivamente, mentre per il carico massimo nel test di flessione (PTU vs Multitaper), una dimensione dell'effetto di 74.16 (639.69) ha portato a una dimensione finale del campione di 6 strumenti. Pertanto, è stata definita una dimensione totale di 12 strumenti per gruppo per ciascuna variabile dipendente. Tuttavia, prima dei test, tutti gli strumenti sono stati sottoposti a un'ispezione visiva stereomicroscopica (x13.6) per rilevare difetti o deformazioni che sarebbero stati criteri di esclusione. Non sono stati trovati strumenti deformati. Tutti i test sono stati eseguiti a temperatura ambiente (20°C).
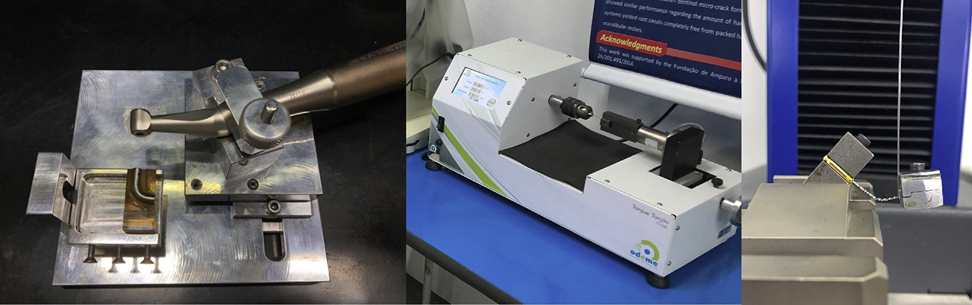
Il test di resistenza alla fatica ciclica è stato eseguito su un canale artificiale severamente curvato utilizzando condizioni di modello statico precedentemente testate e seguendo il movimento di rotazione raccomandato dai produttori.
Gli strumenti sono stati montati su un manipolo a riduzione 6:1 (VDW/Sirona Dental Systems, Bensheim, Germania) alimentato da un motore elettrico (Reciproc Silver; VDW GmbH, Monaco, Germania) e assemblati su un dispositivo personalizzato a modello tubolare. Il canale artificiale è stato creato su un tubo in acciaio inossidabile. Il tubo era lungo 19 mm ed era composto da 3 segmenti. Il primo segmento era un segmento coronale dritto di 7 mm. Il secondo era una curva lunga 9 mm con un raggio di 6 mm e 86° di curvatura, con la posizione di massima tensione nel mezzo della lunghezza della curvatura. Il terzo era un segmento apicale dritto di 3 mm. Gli strumenti ruotavano liberamente all'interno del canale utilizzando glicerina come lubrificante. Il momento di frattura è stato notato sia visivamente che acusticamente. Il tempo fino alla frattura (in secondi) è stato registrato utilizzando un cronometro digitale, e la dimensione del frammento degli strumenti (in millimetri) è stata misurata con un calibro digitale (Mitutoyo, Aurora, IL). Non è stata utilizzata alcuna registrazione video. Il test di resistenza torsionale è stato eseguito in un modello di torsione statica seguendo le specifiche ISO 3630 e 3631 specifiche. Gli strumenti sono stati montati in posizione dritta su un torsiometro TT100 (Odeme Dental Research, Luzerna, Santa Catarina, Brasile) bloccati nei loro 3 mm apicali e ruotati a un ritmo costante di 2 giri/min in direzione oraria fino alla frattura. Il massimo torque sostenuto prima della rottura (in Ncm) e l'angolo di rotazione (in °) sono stati registrati. Il test di resistenza alla flessione è stato condotto secondo le specifiche ISO 3630 e 3631. Gli strumenti sono stati montati puntando verso il basso in una posizione di 45° rispetto al piano del pavimento tramite il loro impugnatura nel portafile del motore, mentre i loro 3 mm apicali erano attaccati a un filo collegato a una macchina di prova universale (Instron EMIC DL- 200 MF, São Josédos Pinhais, Brasile). Il test è stato eseguito applicando un carico di 20 N a un ritmo costante di 15 mm/min fino a quando lo strumento ha subito uno spostamento di 45°. Il carico massimo richiesto per indurre lo spostamento di 45° è stato registrato in grammi-forza (gf) (Fig. 2).
Caratterizzazione Metallurgica La caratterizzazione metallurgica degli strumenti è stata rappresentata utilizzando la spettroscopia a raggi X a dispersione di energia (EDS) e la calorimetria a scansione differenziale (DSC). Tre strumenti di ciascun sistema sono stati analizzati su un microscopio elettronico a scansione convenzionale (Carl Zeiss) e il rivelatore EDS Inca X-act (Oxford Instruments NanoAnalysis, Abingdon, Regno Unito).
Le acquisizioni sono state effettuate con una durata di 60 secondi per condizioni di immagine ottimizzate con un tempo di inattività di circa il 30%, coprendo un'area strumentale di 500 x 400 mm. L'analisi EDS elementare è stata semiquantitativa utilizzando la correzione ZAF (Microanalysis Suite v.4.14 software, Oxford Instruments NanoAnalysis) dalla quale sono state estratte le proporzioni di nichel e titanio. Per l'analisi DSC (DSC 204 F1 Phoenix; Netzsch-Gerätebau GmbH, Selb, Germania), che ha seguito le linee guida della American Society for Testing and Materials, è stato rimosso un frammento di 3-5 mm da ciascun strumento dalla sua lama attiva coronale, esposto a un bagno di incisione chimica (25% acido fluoridrico, 45% acido nitrico e 30% acqua distillata) per circa 2 minuti, e sottoposto a cicli termici individuali. Il ciclo termico è iniziato con una stabilizzazione a temperatura ambiente per 2 minuti e poi è stato riscaldato fino a 150°C con un ritmo di 10°C/min. Al livello di temperatura massimo, è stato eseguito un plateau di stabilizzazione per 2 minuti, e poi è stato avviato un ciclo di raffreddamento, che è diminuito fino a 2150°C a un ritmo di 10°C/min, seguito da un altro plateau di stabilizzazione di 2 minuti. Successivamente, è stata indotta una nuova fase di riscaldamento fino a 150°C a un ritmo di 10°C seguita da un plateau di stabilizzazione di 2 minuti. Infine, la temperatura è diminuita fino a temperatura ambiente, e è stato eseguito un ultimo plateau di stabilizzazione di 2 minuti. I risultati sono stati analizzati utilizzando il software di Analisi Termica Netzsch Proteus (Netzsch-Gerätebau GmbH). Sono stati condotti due test (A e B) su 2 diversi frammenti rimossi dalla stessa posizione di 2 strumenti diversi di ciascun gruppo. Il secondo test (B) intendeva confermare i risultati del primo (A).
Analisi Statistica
I risultati delle variabili dipendenti angolo di elica, tempo di frattura, coppia massima, angolo di rotazione e carico massimo hanno mostrato una distribuzione non gaussiana (test di Shapiro-Wilk, P ˂ .05) e sono stati confrontati utilizzando il test della mediana di Mood non parametrico, mentre la lunghezza del frammento è stata valutata tramite analisi della varianza a 1 via (test di Shapiro-Wilk, P ˃ .05). Il livello di significatività è stato fissato a 0.05 (software SPSS v.22; IBM Corp, Armonk, NY).
Risultati
Progettazione degli Strumenti
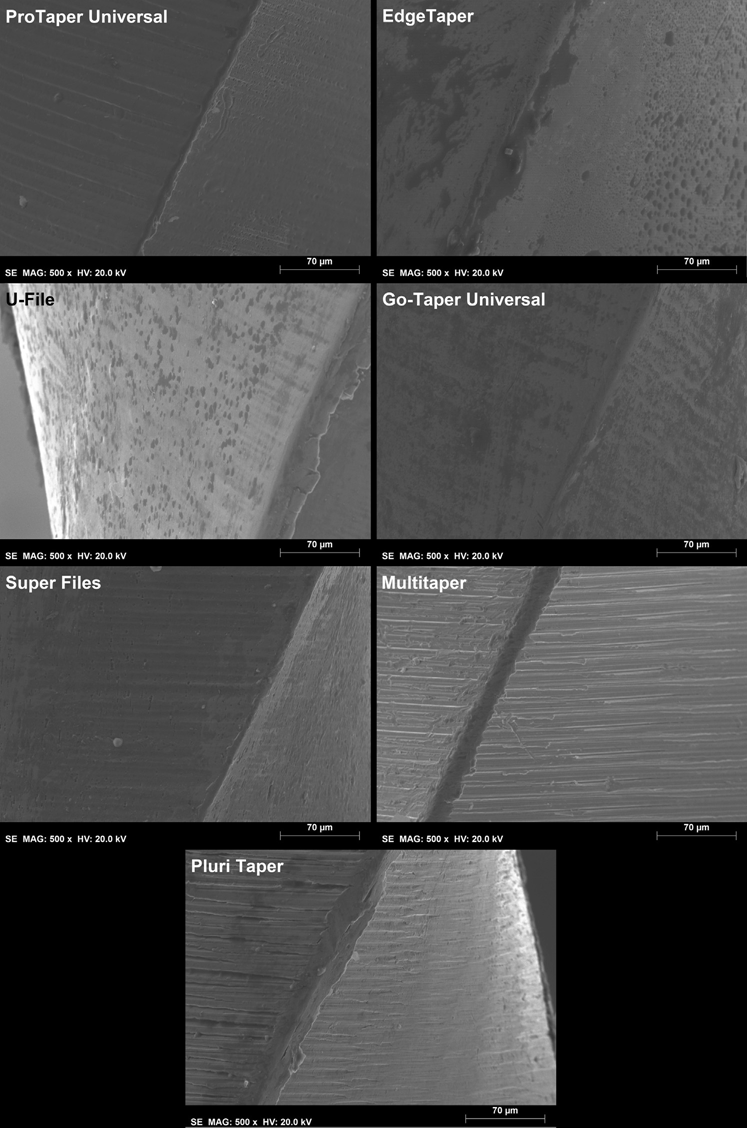
In generale, gli strumenti replicati erano simili al marchio premium (PTU) per quanto riguarda il numero di lame e l'angolo di elica (P ˃ .05), mentre non sono stati osservati difetti o deformazioni significative. Le posizioni ottimali abbinate delle linee di misurazione sono state osservate nei marchi PTU, Multitaper e Pluri Taper, mentre gli altri strumenti hanno mostrato discrepanze superiori a 0.1 mm (Tabella 2). La posizione delle linee di misurazione era più coerente nell'originale PTU, mentre la maggior parte degli strumenti replicati ha mostrato risultati di discrepanza (Tabella 2). L'analisi al microscopio elettronico a scansione (Fig. 3) ha confermato le somiglianze di design tra strumenti con design a spirale simmetrica senza superfici radiali, sebbene la forma della sezione trasversale del Multitaper fosse più triangolare rispetto alla forma triangolare convessa degli altri strumenti. La geometria della punta in tutti gli strumenti replicati era diversa dal sistema ProTaper, con il design più simile osservato nello strumento MultiTaper. Nessuno degli strumenti testati mostrava una punta attiva, ma la distanza dalla punta all'angolo di transizione della lama variava da strumento a strumento (Fig. 3). A ingrandimenti maggiori, è stato possibile osservare differenze nelle loro superfici di finitura. I Super Files mostrano meno irregolarità e segni di fabbricazione, mentre la superficie di finitura peggiore è stata osservata negli strumenti Multitaper e Pluri Taper (Fig. 4).
Test Meccanici
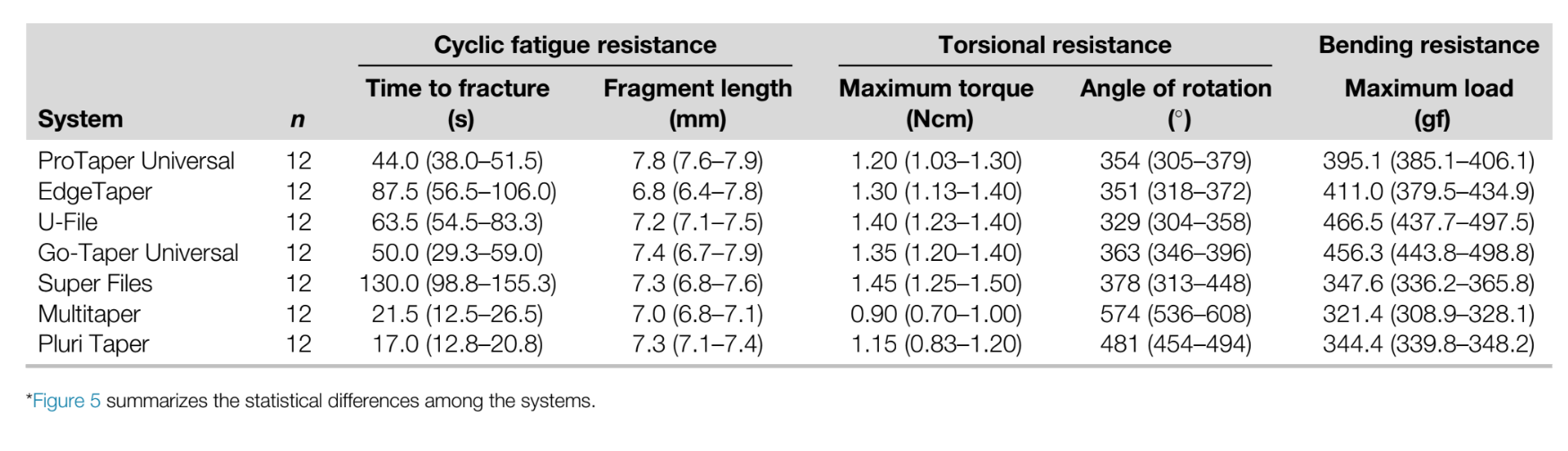
Tabella 3 e Figura 5 riassumono i risultati dei test meccanici. Nel test di fatica ciclica, non è stata osservata alcuna differenza riguardo alla lunghezza dei frammenti (P ˃ .05), dimostrando la corretta posizione degli strumenti all'interno del canale artificiale durante il test. Il tempo di rottura del Go-Taper Universal (50,0 secondi) era simile a quello del PTU (44,0 secondi) (P ˃ .05), ma U-File (63,5 secondi), Edge Taper (87,5 secondi) e Super Files (130 secondi) hanno mostrato valori significativamente più alti rispetto al sistema di marca premium (P ˂ .05). Il massimo valore mediano di coppia è stato osservato nello strumento Super Files (1,45 Ncm), ma non è stata notata alcuna differenza statistica tra gli strumenti testati (P ˃ .05). L'angolo mediano di rotazione prima della rottura degli strumenti Multitaper (574°) e Pluri Taper (481°) era superiore a quello del PTU (354°) (P ˂ .05), mentre non è stata osservata alcuna differenza tra gli altri sistemi (P ˃ .05). Nel test di flessione, solo EdgeTaper (411,0 gf) non ha mostrato differenze significative rispetto al PTU (395,1 gf) (P ˃ .05). Gli strumenti Go-Taper Universal (456,3 gf) e U-File (466,5 gf) hanno mostrato valori superiori rispetto al PTU (P ˂ .05), mentre risultati inferiori sono stati ottenuti con gli strumenti Pluri Taper (344,4 gf), Super Files (347,6 gf) e Multitaper (321,4 gf).
Caratterizzazione Metallurgica
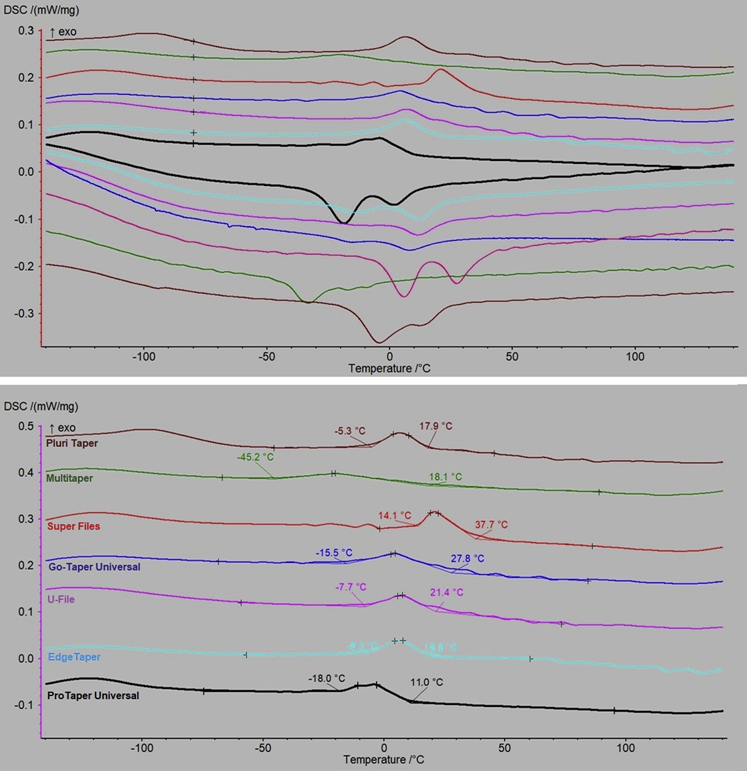
La valutazione EDS ha rivelato che tutti gli strumenti avevano un rapporto quasi equiatomico tra gli elementi nichel e titanio. L'analisi DSC ha mostrato differenze nelle temperature di trasformazione di fase tra gli strumenti, con alcuni di essi che presentavano caratteristiche martensitiche e altri caratteristiche completamente austenitiche alla temperatura di prova (20°C). Per l'originale strumento PTU, le temperature di inizio (Rs) e fine (Rf) della fase R erano rispettivamente 11.0°C e 218.0°C, mentre il Multitaper mostrava la fase R più piatta (Rs: 18.1°C e Rf: 245.2°C) e Super Files il più alto Rs tra gli strumenti (37.7°C) e il Rf più vicino (14.1°C) alla temperatura di prova. Le temperature Rs di 3 sistemi replicati (Pluri Taper [17.9°C], Multitaper [18.1°C] e Edge Taper [18.8°C]) erano inferiori alla temperatura di prova, mentre le altre 3 erano superiori (Super Files [37.7°C], Go-Taper Universal [27.8°C] e U-File [21.4°C]) (Fig. 6).
Discussione
Negli ultimi anni, è stato osservato un nuovo fenomeno nel mercato dentale con corporazioni di importanti paesi emergenti, come Cina e India, che producono e commercializzano beni dentali in tutto il mondo, inclusi i sistemi endodontici a motore. Sebbene alcune di queste aziende abbiano sviluppato strumenti innovativi per la preparazione meccanica dei canali radicolari, altre si limitano a copiare o imitare l'aspetto fisico di prodotti ben noti, i cosiddetti sistemi replicalike. Tuttavia, la mancanza di strumenti normativi internazionali non consente di imporre standard per il controllo della qualità che guidino la produzione di sistemi NiTi rotanti/reciprocanti, e i clinici spesso non sono a conoscenza dei rischi associati all'uso di prodotti privi di basi scientifiche riguardo alla loro sicurezza.
Di conseguenza, questo studio è il primo a fornire nuove intuizioni sulle prestazioni meccaniche di 6 strumenti replicalike commercialmente disponibili del marchio originale PTU (Fig. 1). La resistenza alla fatica ciclica, la coppia massima, l'angolo di rotazione e il comportamento del carico di flessione del sistema originale PTU sono stati utilizzati come controllo per la valutazione dei sistemi replicalike e, considerando le significative differenze nelle variabili dipendenti testate, l'ipotesi nulla è stata respinta. Tuttavia, è importante sottolineare che questi parametri erano interconnessi con diverse altre variabili, inclusa la loro qualità di produzione, le proprietà metallurgiche e le forme geometriche. Pertanto, l'approccio analitico multimodale utilizzato in questo studio sarebbe la procedura più appropriata per una comprensione completa del comportamento meccanico di questi strumenti NiTi a motore.
In generale, l'analisi al microscopio elettronico a scansione/EDS ha mostrato che gli strumenti replicalike erano simili al PTU per quanto riguarda il design geometrico (Fig. 3) e le proporzioni quasi equiatomiche degli elementi nichel e titanio, che spiegano parzialmente le loro somiglianze nel test di resistenza torsionale (Fig. 5). Pertanto, si può dedurre che le differenze nelle altre variabili testate dipendenti erano per lo più correlate alla qualità del processo di produzione, così come alle dissimilarità nelle loro fasi di trasformazione martensitica-austenitica a temperature specifiche (Fig. 6). Ad esempio, le temperature Rs di 3 sistemi replicalike (Pluri Taper, Multitaper e Edge Taper) erano inferiori alla temperatura di prova (20°C), conferendo loro una costituzione totale di fase austenitica, mentre le altre 3 (Super Files, Go-Taper Universal e U-File) erano superiori, indicando che alcune caratteristiche martensitiche erano ancora presenti. Pertanto, queste differenze spiegheranno parzialmente la maggior parte dei risultati osservati.
Negli studi clinici, la fatica flessionale ciclica di uno strumento si verifica quando ruota in un canale curvo a causa di cicli ripetuti di stress compressivo e tensile, mentre il guasto torsionale è causato dall'incastramento locale di schegge dentinali nelle scanalature di lavorazione o dall'incastro involontario della punta dello strumento nella parete del canale radicolare. Sia i parametri di fatica ciclica che di resistenza torsionale rappresentano misure di resistenza meccanica i cui miglioramenti anticipano una migliore performance clinica quando sottoposti a quel particolare stress, riducendo la possibilità di frattura dello strumento. Il valore dell'angolo di rotazione rappresenta la capacità di sostenere la deformazione prima della frattura sotto stress torsionale, mentre il valore del carico massimo di flessione (un carico di flessione minore richiesto significa maggiore flessibilità) rappresenta una misura di flessibilità. La flessibilità è accettata come una caratteristica che potrebbe migliorare la modellazione del canale radicolare minimizzando la possibilità di deviazione dal percorso originale del canale radicolare. Nel test di fatica ciclica, il Multitaper e il Pluri Taper hanno mostrato il tempo più basso fino alla frattura tra tutti gli strumenti (Fig. 5), e questo potrebbe essere correlato alla loro scarsa finitura superficiale, come osservato nell'analisi al microscopio elettronico a scansione (Figs. 3 e 4). Sorprendentemente, nonostante la loro natura austenitica simile a quella del PTU (Fig. 6), sono stati osservati angoli di rotazione più elevati prima della rottura, corroborando la bassa rigidità dimostrata nel test di flessione (Fig. 5). Nonostante questi risultati sembrino contraddittori, è possibile che un altro aspetto legato ai loro design, come il diametro del nucleo, la dimensione della punta, il conico e la percentuale di contaminanti aggiunti alla lega durante il processo di fabbricazione, che non sono stati valutati in questo studio, abbia influenzato i risultati. D'altra parte, il tempo fino alla frattura dei Super Files e dell'U-File è stato significativamente più alto rispetto al PTU (Tabella 3, Fig. 5), probabilmente a causa delle caratteristiche martensitiche predominanti (Fig. 6), che sono state considerate un fattore importante per aumentare la resistenza alla fatica ciclica. È interessante notare che, nonostante il fatto che la lega NiTi del sistema Go-Taper Universal sia anche parzialmente martensitica (Fig. 6), ha mostrato una bassa flessibilità rispetto al PTU e nessuna differenza nella resistenza alla fatica ciclica (Fig. 5). Come discusso in precedenza, è possibile che un altro aspetto legato al suo design e non valutato nello studio attuale abbia influenzato i risultati. Infine, il tempo fino alla frattura dell'EdgeTaper è stato superiore a quello del PTU, nonostante le somiglianze in termini di flessibilità (Fig. 5) e la loro natura austenitica (Fig. 6). Tuttavia, si può notare che il picco dell'EdgeTaper per la trasformazione iniziale in martensitico si completa a 18.8°C, il che significa che è al limite della temperatura di prova (20◦C). Di conseguenza, è possibile che il suo attrito con la superficie in acciaio inossidabile del canale artificiale durante il test di fatica ciclica abbia aumentato la temperatura e cambiato la fase dello strumento, il che spiega i risultati attuali.
Nonostante le variazioni riportate nella letteratura, i test di carico torsionale per la separazione e di resistenza alla flessione sono stati accettati come metodologie affidabili per testare il comportamento meccanico degli strumenti endodontici perché i loro requisiti sono ben descritti nelle linee guida internazionali. Al contrario, i test di fatica ciclica sono stati oggetto di un ampio dibattito nel corso degli anni. Fondamentalmente, nel test di fatica utilizzando un modello statico, lo strumento è montato in un manipolo stabilizzato e fatto ruotare liberamente in un canale artificiale fino alla sua frattura. Ovviamente, come nella maggior parte della ricerca di laboratorio e considerando la natura multivariabile del fallimento degli strumenti, tradurre questi risultati in clinica potrebbe non essere appropriato. D'altra parte, nelle stesse condizioni, il test di fatica ciclica consente di evitare l'interferenza di diverse variabili isolando e testando i fattori singolarmente, aumentando la validità interna del metodo. Una di queste variabili è il tipo di movimento in cui è stato proposto il modo dinamico come alternativa a quello statico. Tuttavia, questo metodo è stato descritto come presentante una validità interna inferiore rispetto al metodo statico perché potrebbe non essere possibile mantenere costantemente gli strumenti testati in una traiettoria riproducibile lungo il percorso del canale simulato. Un'altra variabile è la temperatura di prova. Una recente revisione ha suggerito che testare la fatica ciclica a temperatura ambiente dovrebbe essere considerato di poco significato e obsoleto, mentre altri hanno sostenuto l'uso della temperatura corporea/intracanale. È importante sottolineare che la maggior parte degli strumenti sottoposti a test di fatica ciclica a temperatura corporea subisce una diminuzione della loro resistenza alla fatica a causa dell'aumento della temperatura trasmessa dal canale artificiale riscaldato alla lega metallica dello strumento, che, a seconda dell'intervallo di temperatura di trasformazione di fase, può indurre una formazione austenitica parziale o totale.
Tuttavia, nelle cliniche, è improbabile che il breve tempo in cui lo strumento entra in contatto con le pareti del canale radicolare possa far salire e stabilizzare la temperatura a un punto tale da indurre cambiamenti di fase che potrebbero interferire ulteriormente con il risultato. Inoltre, la soluzione irrigante, normalmente utilizzata a temperatura ambiente, e l'efficienza di isolamento termico della dentina sono anche fattori che possono impedire allo strumento di raggiungere la temperatura corporea.
Pertanto, l'assunzione che il test di fatica ciclica debba essere condotto a temperatura corporea per imitare un contesto clinico è ancora priva di validazione; la temperatura ambiente è stata scelta in questo studio per eseguire i test perché è la temperatura in cui gli strumenti sono solitamente conservati e utilizzati nella pratica.
In questo studio, il comportamento meccanico degli strumenti selezionati è stato confrontato riguardo alla fatica ciclica, alle proprietà torsionali e di flessione, e una comprensione completa dei risultati è stata possibile solo grazie alla valutazione ulteriore dei loro design complessivi, delle superfici di finitura e delle caratteristiche metallurgiche. È importante sottolineare che i risultati presenti sono originali perché non sono disponibili informazioni in letteratura o dai produttori riguardo agli strumenti replicati; pertanto, i nostri risultati portano un po' di chiarezza sul loro comportamento meccanico. La novità riguardante l'approccio analitico multimodale e la valutazione degli strumenti replicati possono essere considerati punti di forza del presente studio, mentre altri fattori di design che non sono stati valutati e la valutazione di solo 1 strumento (20/.07v) da ciascun sistema sono limitazioni. Pertanto, ulteriori studi dovrebbero concentrarsi non solo sulla valutazione di altri strumenti replicati disponibili sul mercato, ma anche su sistemi contraffatti, cercando di valutare anche altri aspetti di design, inclusi ulteriori metodologie per testare la capacità di modellatura e l'efficienza di taglio.
Conclusioni
In generale, gli strumenti replicalike erano simili al PTU per quanto riguarda la resistenza torsionale, il design geometrico e le proporzioni equiatomiche degli elementi di nichel e titanio. EdgeTaper e Go-Taper Universal erano simili al PTU in 3 dei 4 test meccanici. Gli strumenti Multitaper e Pluri Taper avevano maggiore flessibilità ma un tempo di frattura inferiore rispetto al PTU. Super Files, EdgeTaper e U-File hanno mostrato la massima resistenza alla fatica ciclica tra gli strumenti testati.
Autori: Jorge N. R. Martins, Emmanuel J. N. L. Silva, Duarte Marques, Mário Rito Pereira, António Ginjeira, Rui J. C. Silva, Francisco Manuel Braz Fernandes, Marco Aurélio Versiani
Riferimenti:
- Gavini G, Santos MD, Caldeira CL, et al. Strumenti in nichel-titanio in endodonzia: una revisione concisa dello stato dell'arte. Braz Oral Res 2018;32:e67.
- Tabassum S, Zafar K, Umer F. Sistemi di file rotanti in nichel-titanio: novità? Eur Endod J 2019;4:111–7.
- Martins JN, Nogueira Leal Silva EJ, Marques D, et al. Influenza della cinematica sulla resistenza alla fatica ciclica di strumenti rotanti replicalike e di marca originale. J Endod 2020;46:1136–43.
- Logsdon J, Dunlap C, Arias A, et al. Tendenze attuali nell'uso e nel riutilizzo di strumenti in nichel-titanio azionati da motore: un sondaggio tra gli endodontisti negli Stati Uniti. J Endod 2020;46:391–6.
- De-Deus G, Marins J, Silva EJ, et al. Detriti di tessuto duro accumulati durante la preparazione canalare in nichel-titanio reciprocante e rotante. J Endod 2015;41:676–81.
- Elnaghy AM, Elsaka SE. Proprietà meccaniche degli strumenti rotanti in nichel-titanio ProTaper Gold. Int Endod J 2016;49:1073–8.
- Hieawy A, Haapasalo M, Zhou H, et al. Comportamento della trasformazione di fase e resistenza alla flessione e alla fatica ciclica degli strumenti ProTaper Gold e ProTaper Universal. J Endod 2015;41:1134–8.
- Plotino G, Grande NM, Mercade Bellido M, et al. Influenza della temperatura sulla resistenza alla fatica ciclica dei file rotanti ProTaper Gold e ProTaper Universal. J Endod 2017;43:200–2.
- Ruddle CJ, Machtou P, West JD. Il movimento di modellatura: tecnologia di quinta generazione. Dent Today 2013;32:96–9.
- Locke M, Thomas MB, Dummer PM. Un sondaggio sull'adozione dell'istruzione rotante in nichel-titanio in endodonzia parte 1: praticanti dentali generali in Galles. Br Dent J 2013;214:E6.
- Patil TN, Saraf PA, Penukonda R, et al. Un sondaggio sugli strumenti rotanti in nichel-titanio e le loro tecniche di utilizzo da parte degli endodontisti in India. J Clin Diagn Res 2017;11:ZC29–35.
- Sydney GB, Santos IM, Batista A, et al. L'implementazione dell'uso dei sistemi rotatori in endodonzia. Rev Odontol Bras Central 2014;23:113–20.
- ANSI/ADA Specifica n. 28. File e reamers per canali radicolari, tipo K per uso manuale. Chicago, IL: American Dental Association; 2002.
- ISO3630-3631:2008. Odontoiatria – strumenti per canali radicolari – parte 1: requisiti generali e metodi di prova.
- ASTM F2004 2 17: metodo di prova standard per la temperatura di trasformazione delle leghe di nichel-titanio mediante analisi termica. West Conshohocken, PA: ASTM International; 2017. Disponibile su: www.astm.org. Accesso il 29 settembre 2020.
- Silva E, Vieira VT, Hecksher F, et al. Fatica ciclica utilizzando canali gravemente curvati e resistenza torsionale di strumenti reciprocanti trattati termicamente. Clin Oral Investig 2018;22:2633–8.
- Anderson ME, Price JW, Parashos P. Resistenza alla frattura di strumenti endodontici rotanti in nichel-titanio elettropuliti. J Endod 2007;33:1212–6.
- de Vasconcelos RA, Murphy S, Carvalho CA, et al. Evidenze per la ridotta resistenza alla fatica di strumenti rotanti contemporanei esposti a temperatura corporea. J Endod 2016;42:782–7.
- De-Deus G, Silva EJ, Vieira VT, et al. Il trattamento termomeccanico blu ottimizza la resistenza alla fatica e la flessibilità dei file reciprocanti. J Endod 2017;43:462–6.
- Goo HJ, Kwak SW, Ha JH, et al. Proprietà meccaniche di vari strumenti rotanti in nichel-titanio trattati termicamente. J Endod 2017;43:1872–7.
- Zhou H, Peng B, Zheng Y. Una panoramica delle proprietà meccaniche degli strumenti endodontici in nichel-titanio. Endod Topics 2013;29:42–54.
- Alcalde MP, Tanomaru-Filho M, Bramante CM, et al. Resistenza alla fatica ciclica e torsionale di file singole reciprocanti prodotte da diverse leghe di nichel-titanio. J Endod 2017;43:1186–91.
- Ebihara A, Yahata Y, Miyara K, et al. Trattamento termico di strumenti endodontici rotanti in nichel-titanio: effetti sulle proprietà di flessione e capacità di modellatura. Int Endod J 2011;44:843–9.
- Galvao Barbosa FO, Ponciano Gomes JA, Pimenta de Araujo MC. Influenza della deformazione angolare precedente sulla resistenza alla fatica flessionale degli strumenti rotanti in nichel-titanio K3. J Endod 2007;33:1477–80.
- Hulsmann M, Donnermeyer D, Schafer E. Una valutazione critica degli studi sulla resistenza alla fatica ciclica degli strumenti endodontici azionati da motore. Int Endod J 2019;52:1427–45.
- Peters OA, Arias A, Choi A. Proprietà meccaniche di un nuovo strumento per canali radicolari in nichel-titanio: test statici e dinamici. J Endod 2020;46:994–1001.
- Plotino G, Grande NM, Cordaro M, et al. Una revisione dei test di fatica ciclica degli strumenti rotanti in nichel-titanio. J Endod 2009;35:1469–76.
- Huang X, Shen Y, Wei X, Haapasalo M. Resistenza alla fatica di strumenti in nichel-titanio esposti a ipoclorito ad alta concentrazione. J Endod 2017;43:1847–51.
- Keles A, Eymirli A, Uyanik O, Nagas E. Influenza dei test di fatica ciclica statica e dinamica sulla durata di vita di quattro sistemi reciprocanti a diverse temperature. Int Endod J 2019;52:880–6.
- Thompson SA. Una panoramica delle leghe di nichel-titanio utilizzate in odontoiatria. Int Endod J 2000;33: 297–310.