
Analisi multimodale di tre strumenti rotativi prodotti con tecnologia di lavorazione per erosione elettrica
Traduzione automatica
L'articolo originale è scritto in lingua EN (link per leggerlo) .
Abstract
Obiettivo: Questo studio mirava a confrontare tre strumenti rotanti prodotti dal processo EDM con il sistema ProTaper Gold trattato termicamente riguardo a design, metallurgia, proprietà meccaniche e capacità di modellamento.
Metodologia: Gli strumenti HyFlex EDM (25/~), Neoniti (25/.06), EDMax (25/.06) e ProTaper Gold (25/.08v) (n = 58 per gruppo) sono stati confrontati riguardo a design, metallurgia e prestazioni meccaniche. Le aree di canale non preparate sono state calcolate per ciascun sistema dopo la preparazione dei canali mesiobuccali, mesiolinguali e distali dei molari mandibolari (15 canali per gruppo) utilizzando la tecnologia micro-CT. Le analisi statistiche sono state eseguite utilizzando il test One-way anova post-hoc Tukey e il test Kruskal–Wallis post-hoc di Dunn (α = 5%).
Risultati: Tutti gli strumenti avevano lame asimmetriche, nessuna superficie radiale, nessun difetto maggiore e rapporti nichel/titanio quasi equiatomici, ma design della sezione trasversale, geometrie delle punte e apparenze superficiali diversi. Sebbene gli strumenti avessero curve di temperatura di trasformazione distinte, mostrano un'organizzazione martensitica cristallografica a 21°C e una miscela di austenite più fase R a temperatura corporea. Neoniti e HyFlex EDM hanno mostrato risultati simili in tutti i test meccanici (p > .05), mentre EDMax e ProTaper Gold avevano tempi di rottura simili (p = .841), carico massimo di flessione (p = .729) e capacità di taglio (p = .985). ProTaper Gold ha mostrato il massimo torque alla rottura (p < .001) e HyFlex EDM ha avuto la resistenza al buckling più bassa (p < .001). Le percentuali medie di aree di canale non preparate variavano dal 20.4% al 25.7% nei canali mesiali e dal 20.8% al 26.2% nel canale distale, senza differenze statistiche tra i sistemi (p > .05).
Conclusioni: La geometria degli strumenti e le temperature di trasformazione di fase hanno influenzato i risultati dei test meccanici, ma non la loro capacità di modellatura.
Introduzione
I miglioramenti nella metallurgia del nichel-titanio (NiTi) hanno permesso lo sviluppo di una varietà di nuovi strumenti endodontici con design diversi, che hanno portato a una maggiore efficienza non solo nel controllo degli incidenti iatrogeni, come deviazione e perforazione, ma anche nella modellatura del canale radicolare, rendendola più veloce, più facile e con migliori risultati clinici rispetto alla preparazione convenzionale con lime manuali in acciaio inossidabile (Bürklein & Arias, 2022). Tuttavia, gli strumenti in NiTi sono ancora suscettibili a deformazioni e/o fratture, un evento indesiderato che può rappresentare un predittore di periodontite apicale persistente e conseguente fallimento nel trattamento dei denti infetti (McGuigan et al., 2013; Ng et al., 2011). Per superare questi problemi, i produttori hanno sviluppato diverse strategie per migliorare le proprietà della lega NiTi, inclusi cambiamenti nella cinematica, nel design degli strumenti e nel trattamento superficiale (Martins, Martins, et al., 2022). Negli ultimi anni, i produttori hanno anche sviluppato diversi metodi di produzione rispetto al tradizionale metodo di rettifica, come la torsione, la formatura, il taglio laser e la lavorazione per erosione elettrica (EDM) (Arias & Peters, 2022). Attraverso il processo di EDM, gli strumenti vengono fabbricati mediante un'erosione termica non a contatto attraverso scintille controllate che si verificano tra un elettrodo e un pezzo di metallo in presenza di un fluido dielettrico (Arias & Peters, 2022; Pirani et al., 2016). Questo processo “fonde” la superficie della lega di nichel-titanio, evaporando parzialmente piccole porzioni di metallo e lasciando dietro di sé una superficie erosa. Lo strumento viene quindi trattato termicamente a temperature comprese tra 300 e 600°C per 10 minuti fino a 5 ore, prima o dopo la pulizia ultrasonica e il bagno acido (Gavini et al., 2018). Questo processo unico non utilizza contatto fisico per la rimozione del materiale, ma la vaporizzazione locale del metallo previene la formazione di microfessure e può ottimizzare la capacità di taglio, la flessibilità e la resistenza alla fatica ciclica degli strumenti rotanti (Arias & Peters, 2022; Gavini et al., 2018; Pedullá et al., 2016; Pirani et al., 2016).
Il primo strumento rotante in NiTi lanciato sul mercato e prodotto utilizzando il processo EDM è stato un apri orifizi chiamato Initial (Neolix SAS) (Mallet, 2012). L'anno successivo, la stessa azienda ha lanciato il sistema Neoniti (Neolix SAS), un insieme di strumenti rotanti anch'essi prodotti con il metodo EDM (Stanurski, 2013). HyFlex EDM (Coltene/Whaledent) è stato lanciato 2 anni dopo (Müller, 2015) e studi iniziali hanno dimostrato una maggiore resistenza alla fatica ciclica rispetto ad altri strumenti prodotti con leghe di NiTi superelastiche o martensitiche (Gündoğar & Özyürek, 2017; Silva et al., 2020; Thu et al., 2020). Più recentemente, uno studio multimodale ha mostrato nessuna differenza tra il comportamento meccanico degli strumenti HyFlex EDM e Neoniti (Silva et al., 2020). Nell'anno attuale, è stato introdotto sul mercato il sistema EDMax (Neolix SAS), un altro insieme di strumenti rotanti prodotti dallo stesso processo. Tuttavia, secondo il produttore, questo sistema presenta differenze notevoli rispetto a Neoniti, inclusi bordi di taglio striati, sezione trasversale variabile a parallelogramma non rettangolare con bordi di taglio affilati e superficie indurita e abrasiva (https://bit.ly/3SJPOef). Inoltre, gli strumenti EDMax sono sottoposti a un trattamento termico che produce lame attive di colore bluastro, in contrasto con il colore giallastro degli strumenti Neoniti e HyFlex EDM. Queste modifiche sono state implementate in questo sistema con l'obiettivo di migliorare la loro efficienza meccanica e capacità di modellatura; ma, finora, non ci sono evidenze scientifiche a supporto di questa affermazione. Pertanto, questo studio mirava a utilizzare un approccio multimodale per valutare il design, la metallurgia, le prestazioni meccaniche e la capacità di modellatura di 3 sistemi di preparazione prodotti utilizzando il processo EDM (HyFlex EDM, Neoniti ed EDMax), utilizzando il sistema ProTaper Gold (Dentsply Sirona) come riferimento per il confronto. L'ipotesi nulla testata era che non ci sarebbero state differenze tra gli strumenti testati riguardo alle loro proprietà meccaniche.
Materiali e Metodi
Il manoscritto di questo studio di laboratorio è stato redatto secondo le linee guida per la segnalazione preferita degli articoli per studi di laboratorio in Endodonzia (PRILE) 2021 (Nagendrababu et al., 2021) (Figura 1). Un totale di 232 nuovi strumenti NiTi da 25 mm (58 per gruppo) dei sistemi rotanti HyFlex EDM (25/~), Neoniti (25/0.06), EDMax (25/0.06) e ProTaper Gold (25/0.08v) sono stati testati riguardo al design, alle caratteristiche metallurgiche e alle prestazioni meccaniche, mentre 100 strumenti (HyFlex EDM [n = 20], Neoniti [n = 25], EDMax [n = 25], e ProTaper Gold [n = 30]) sono stati utilizzati aggiuntivamente per confrontare la capacità di modellatura di ciascun sistema nei canali radicolari di molari mandibolari estratti, utilizzando la sequenza di strumentazione raccomandata dai produttori. Gli strumenti sono stati precedentemente esaminati sotto un stereomicroscopio (×13.6 ingrandimento; Opmi Pico, Carl Zeiss Surgical) alla ricerca di difetti che li avrebbero esclusi dai test, ma nessuno è stato escluso.
Design
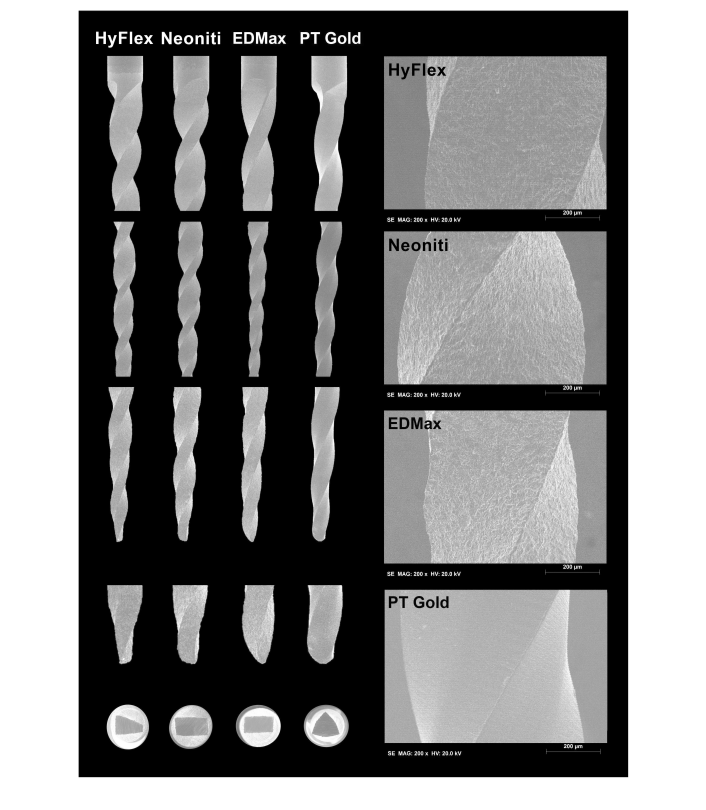
Tre nuovi strumenti da 25 mm per sistema (n = 12) sono stati valutati mediante microscopia elettronica a scansione convenzionale (SEM) (S-2400, Hitachi) riguardo alla simmetria della lama (simmetrica o asimmetrica) (×20 ingrandimento), la geometria della punta (attiva o non attiva) (×40), la forma della sezione trasversale (×80) e la presenza di segni superficiali, deformazioni o difetti prodotti dal processo di fabbricazione (×200).
Metalurgia
L'analisi elementare semi-quantitativa è stata eseguita in 3 strumenti di ciascun sistema testato per valutare il rapporto tra nichel e titanio nell'alleato, o la presenza di altri elementi, utilizzando un microscopio elettronico a scansione (S-2400; Hitachi) dotato di spettroscopia a raggi X a dispersione di energia (EDS) (Bruker Quantax; Bruker Corporation) impostato a 20 kV e 3.1 A. L'analisi è stata eseguita in ciascun strumento a una distanza di 25 mm da una superficie di 400 μm2 utilizzando software dedicato con correzione ZAF (Systat Software Inc.). Il metodo della calorimetria differenziale a scansione (DSC) (DSC 204 F1 Phoenix; Netzsch-Gerätebau GmbH) è stato applicato per determinare le temperature di trasformazione di fase dell'alleato NiTi (ASTM International, 2004). Frammenti di 2-3 mm di lunghezza (5–10 mg) acquisiti dalla lama attiva coronale di due strumenti di ciascun sistema sono stati esposti a un'incisione chimica (acido fluoridrico al 25%, acido nitrico al 45% e acqua distillata al 30%) per 2 min e montati su una padella di alluminio all'interno del dispositivo DSC, con una padella vuota che fungeva da controllo. Ogni ciclo termico è stato eseguito sotto atmosfera di azoto gassoso a un ritmo di 10°C/min con temperature che variavano da −150°C a 150°C, e le temperature di trasformazione di fase sono state analizzate dal software di analisi termica Netzsch Proteus (Netzsch-Gerätebau GmbH). In ciascun gruppo, il test DSC è stato eseguito due volte.
Test meccanici
Le prestazioni meccaniche dei sistemi selezionati sono state valutate attraverso test di fatica ciclica, capacità di taglio, resistenza torsionale, flessione e buckling. Le dimensioni dei campioni sono state calcolate sulla base della massima differenza ottenuta da due strumenti dopo sei misurazioni iniziali con un errore di tipo alfa dello 0,05 e una potenza dell'80%. Per il tempo di rottura (Neoniti vs. EDMax; dimensione dell'effetto di 0,80), la coppia massima (Neoniti vs. EDMax; dimensione dell'effetto di 1,0), l'angolo di rotazione (Neoniti vs. EDMax; dimensione dell'effetto di 0,85), il carico massimo di flessione (Neoniti vs. EDMax; dimensione dell'effetto di 0,87), la resistenza al buckling (Neoniti vs. EDMax; dimensione dell'effetto di 0,54) e la capacità di taglio (Neoniti vs. EDMax; dimensione dell'effetto di 0,88), le dimensioni dei campioni erano rispettivamente 5, 4, 5, 5, 10 e 5. Pertanto, è stata definita una dimensione totale di 10 strumenti per gruppo per ciascuna variabile dipendente.
Il test di fatica ciclica ha seguito la metodologia riportata in uno studio precedente (Martins, Silva, et al., 2022) ed è stato condotto a temperatura ambiente in conformità con le raccomandazioni della American Society for Testing and Materials (ASTM International, 2004) e una proposta di norma ISO attuale (Peters et al., 2020). Tutti gli strumenti sono stati attivati in modalità statica da un motore controllato da coppia (VDW Silver; VDW) impostato a 300 rpm e 1,5 N. La rottura è stata rilevata tramite ispezione visiva e uditiva, il tempo di rottura (in secondi) è stato registrato utilizzando un cronometro digitale e la dimensione del frammento (in mm) è stata misurata con un calibro digitale (risoluzione di 0,01 mm; Mitutoyo) per il controllo sperimentale. I test di resistenza torsionale e di flessione sono stati eseguiti secondo standard internazionali (ISO 3630-3631, 2008) per valutare la coppia massima (in N.cm), l'angolo di rotazione prima della rottura (in gradi) e il carico massimo necessario per uno spostamento di 45° dello strumento (in grammo/forza; gf), rispettivamente. Il test di buckling è stato eseguito secondo una pubblicazione precedente (Lopes et al., 2012). È stato ottenuto un diagramma di carico (N) × deformazione (mm) per ciascun strumento e il carico massimo necessario per indurre lo spostamento elastico dello strumento fino a 1 mm è stato calcolato. Il test di efficienza di taglio è stato eseguito seguendo la metodologia proposta da Plotino et al. (2014). Ogni strumento è stato alimentato da un motore elettrico (Reciproc Silver; VDW GmbH) montato su un supporto a caduta libera e attivato (300 rpm; 3,0 N) in contatto diretto con un blocco di Plexiglass per 1 minuto. L'analisi della profondità di taglio nei blocchi è stata eseguita utilizzando un calibro digitale (Mitutoyo).
Capacità di modellamento
Dopo l'approvazione di questo progetto di ricerca da parte del Comitato Etico locale (Protocollo CAAE 57369521.9.0000.5283), sono stati selezionati 20 molari mandibolari a due radici con canali radicolari mesiali e distali con curvatura moderata (Schneider, 1971) e configurazioni di Tipo IV e I di Vertucci, rispettivamente. I criteri di inclusione comprendevano anche denti con apici completamente formati, senza riassorbimento interno, calcificazione, trattamento endodontico precedente o frattura radicolare. Tutti i denti sono stati immagini in un dispositivo micro-CT (SkyScan 1174v.2; Bruker-MicroCT) e ricostruiti (NRecon v.1.6.9; Bruker-microCT) utilizzando parametri standardizzati, secondo uno studio precedente (Silva et al., 2020). Successivamente, sono state ottenute informazioni sul volume (in mm3), superficie (in mm2) e configurazioni dei canali radicolari mesiali e distali (CTAn v.1.14.4; Bruker-microCT), per creare 4 gruppi anatomici abbinati (n = 15 canali per gruppo). Dopo la preparazione della cavità di accesso convenzionale, è stata confermata la patenza apicale con un K-file di dimensione 10 (Dentsply Sirona Endodontics) e il percorso di scorrimento è stato eseguito utilizzando un K-file di dimensione 15 (Dentsply Sirona Endodontics) fino alla lunghezza di lavoro (WL), stabilita a 1 mm dal forame apicale. Un set di ciascun sistema testato è stato utilizzato per preparare 1 dente (3 canali) secondo i seguenti protocolli:
- HyFlex EDM system: Dopo l'allargamento coronale (strumento 25/.12; 500 rpm, 2.5 N.cm), sono stati utilizzati gli strumenti 10/.05 (300 rpm 1.8 N.cm) e 25/~ (500 rpm, 2.5 N.cm) fino alla WL.
- Neoniti system: Dopo l'allargamento coronale (strumento 25/.12; 300 rpm, 1.5 N.cm), sono stati utilizzati gli strumenti 15/.03 (300 rpm, 1.5 N. cm), 20/.06 (300 rpm, 1.5 N.cm) e 25/.06 (300 rpm, 1.5 N.cm) fino alla WL.
- EDMax system: dopo l'allargamento coronale (strumento 20/.10; 500 rpm, 1.5 N.cm), sono stati utilizzati gli strumenti 15/.03 (500 rpm, 1.5 N. cm), 20/.06 (500 rpm, 1.5 N.cm) e 25/.06 (500 rpm, 1.5 N.cm) fino alla WL.
- ProTaper Gold system: Dopo l'allargamento coronale (strumento SX 19/.04v; 300 rpm, 5.0 N.cm), sono stati utilizzati gli strumenti S1 (18/.02v; 300 rpm, 1.5 N.cm), S2 (20/.04v; 300 rpm, 1.5 N.cm), F1 (20/.07v; 300 rpm, 1.5 N.cm) e F2 (25/.08v; 300 rpm, 3.0 N.cm) fino alla WL.
Considerando che il diametro fisiologico dei canali distali dei molari mandibolari nel terzo apicale è stato riportato essere compreso tra 0.39 e 0.46 mm (Wolf et al., 2017), questi canali sono stati ulteriormente allargati utilizzando lo strumento di dimensione 40 di ciascun sistema (HyFlex EDM 40/.04, Neoniti 40/.04, EDMax 40/.04 e ProTaper Gold 40/.06v).
Gli strumenti sono stati attivati da un motore elettrico (VDW Silver; VDW) e utilizzati in un movimento lento di picchiettamento in entrata e uscita di circa 3 mm di ampiezza con leggera pressione in direzione apicale. Dopo tre movimenti di picchiettamento, lo strumento è stato rimosso dal canale e pulito. La lunghezza di lavoro (WL) è stata raggiunta dopo 3 onde di strumentazione. Ogni strumento è stato utilizzato su un dente e scartato. L'irrigazione è stata eseguita con un totale di 15 mL di NaOCl al 2,5% per canale, seguita da un risciacquo finale con 5 mL di EDTA al 17% (3 min) e 5 mL di acqua distillata utilizzando una siringa dotata di un ago NaviTip da 30-G (Ultradent) posizionato a 2 mm dalla WL. Tutte le procedure sono state eseguite da un operatore esperto sotto ingrandimento (×12,5; Zeiss OPMI Pico). Dopo la preparazione, i canali sono stati leggermente asciugati con punti di carta e è stata eseguita una scansione finale e una ricostruzione utilizzando i parametri precedentemente menzionati. I dataset acquisiti prima e dopo la preparazione sono stati co-registrati e i canali radicolari sono stati valutati riguardo al volume, all'area superficiale e alle aree superficiali non preparate. Quest'ultima è stata determinata dalla formula (Au/Ab)*100, dove Au e Ab rappresentano rispettivamente l'area non preparata e l'area del canale prima della preparazione.
Analisi statistica
I test di Shapiro–Wilk e Lilliefors sono stati utilizzati per verificare la normalità dei dati. A seconda della distribuzione dei dati, i risultati sono stati riassunti come valori medi (deviazione standard) o mediani (intervallo interquartile). Sono stati effettuati test ANOVA unidirezionali e test post-hoc di Tukey per confrontare il tempo di rottura, l'angolo di rotazione, la resistenza alla flessione, la resistenza al buckling, la capacità di taglio, il volume, l'area superficiale e le aree del canale non toccate, mentre i test di Kruskal–Wallis e i test post-hoc di Dunn con correzione di Bonferroni per aggiustare i confronti multipli sono stati utilizzati per confrontare il massimo torque alla rottura. Il livello di significatività è stato fissato al 5% (SPSS v25.0 per Windows; SPSS Inc.).
Risultati
Design
Le analisi SEM hanno rivelato che tutti gli strumenti avevano lame asimmetriche senza superfici radiali. I design delle sezioni trasversali di EDMax (parallelogramma non rettangolare con un leggero angolo di rake positivo), Neoniti (parallelogramma con una forma simile a un rettangolo) e ProTaper Gold (triangolare convesso) erano simmetrici, mentre HyFlex EDM era asimmetrico (trapezoidale/esagonale convesso irregolare). Gli strumenti EDMax, Neoniti e ProTaper Gold mostrano un angolo di transizione della punta leggermente arrotondato, mentre HyFlex EDM mostrava una caratteristica della punta diversa, più attiva. Gli strumenti HyFlex EDM, Neoniti e EDMax avevano crateri distribuiti regolarmente, una superficie isotropica tipica osservata nei materiali sottoposti al processo di lavorazione per scarica elettrica. Al contrario, ProTaper Gold mostrava una finitura superficiale molto distinta con segni derivanti dal processo di fabbricazione (rettifica). Solo piccoli difetti, come le spine nel bordo di taglio, sono stati osservati in tutti gli strumenti (Figura 2).
Metalurgia
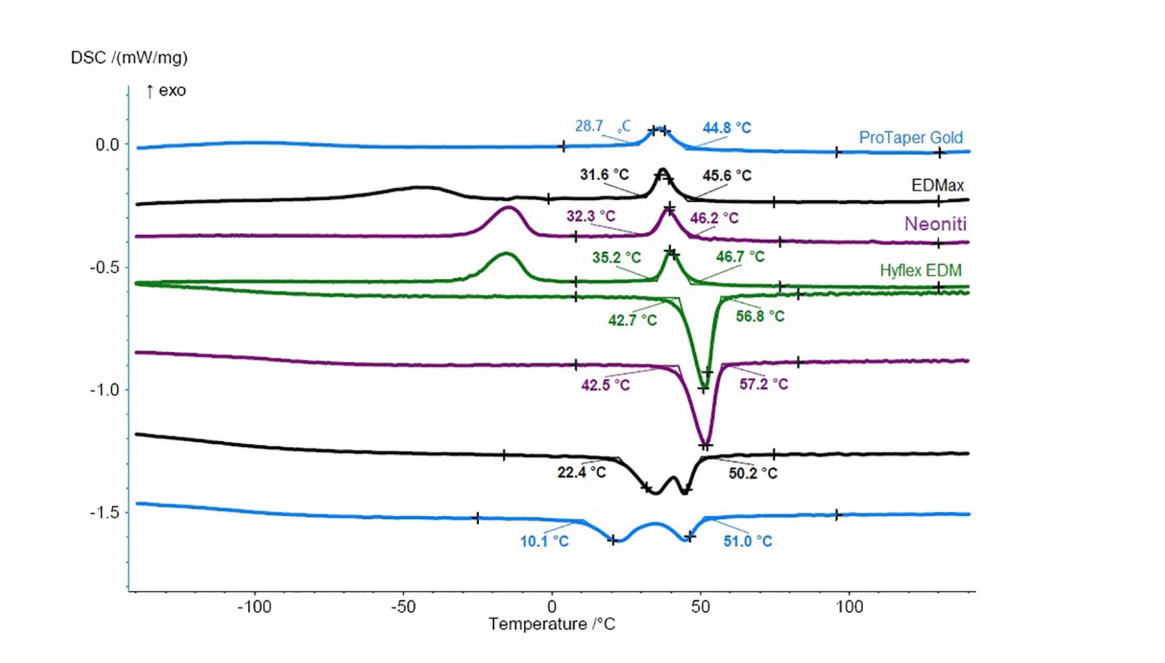
Le analisi EDS/SEM hanno rivelato un rapporto nichel/titanio quasi equiatomico negli strumenti HyFlex EDM (1.062), Neoniti (1.065), EDMax (1.028) e ProTaper Gold (1.001), senza alcun altro elemento metallico rintracciabile. Le analisi DCS hanno mostrato curve di temperatura di trasformazione distinte (Figura 3). HyFlex EDM e Neoniti hanno mostrato risultati comparabili sulla trasformazione da fase R a martensite B19’ durante il raffreddamento, che era diversa da EDMax e ProTaper Gold. HyFlex EDM e Neoniti hanno anche mostrato trasformazioni martensitiche B19’ e R-phase quasi perfettamente sovrapposte all'austenite-B2 durante il riscaldamento, mentre gli altri strumenti avevano una trasformazione a doppio picco. Le temperature di inizio della fase R durante il raffreddamento (Rs) e di fine della fase R (Rf) erano distinte tra gli strumenti, variando da 44.8°C (ProTaper Gold) a 46.7°C (HyFlex EDM), e da 28.7°C (ProTaper Gold) a 35.2°C (HyFlex EDM), rispettivamente. Tutti gli strumenti testati avevano un'ordinazione cristallografica della fase R alla temperatura di prova (21°C) e una miscela di austenite più fase R a temperatura corporea. Durante il riscaldamento, le temperature di inizio della Austenite (As) più basse e più alte sono state registrate con ProTaper Gold (10.1°C) e HyFlex EDM (42.7°C), rispettivamente, mentre le temperature di fine della Austenite (Af) più alte sono state osservate negli strumenti HyFlex EDM (56.8°C) e Neoniti (57.2°C).
Prestazioni meccaniche
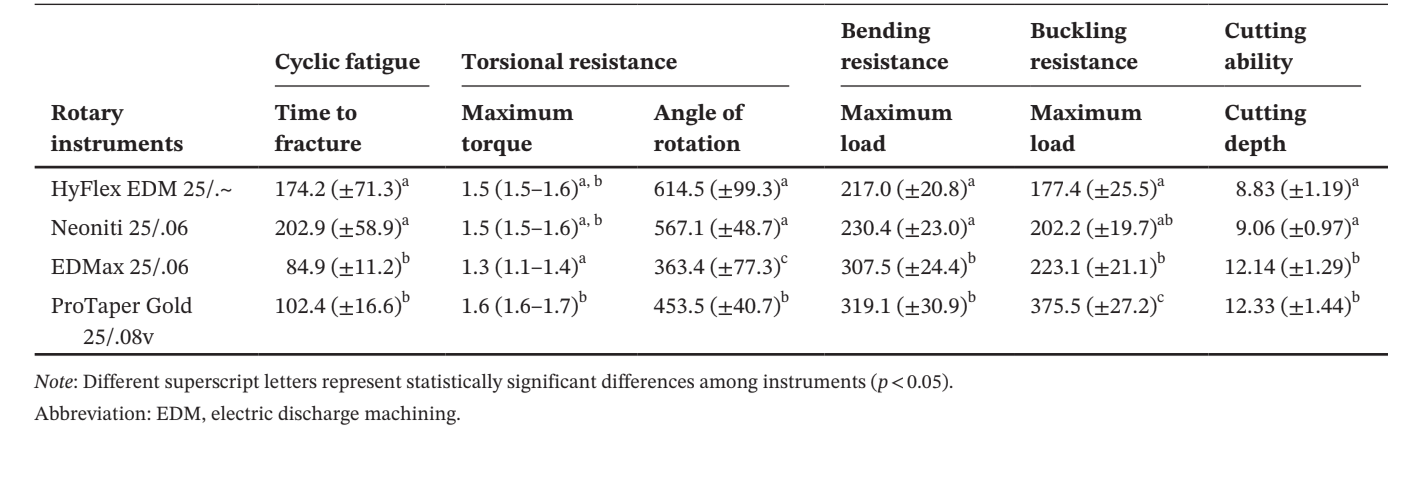
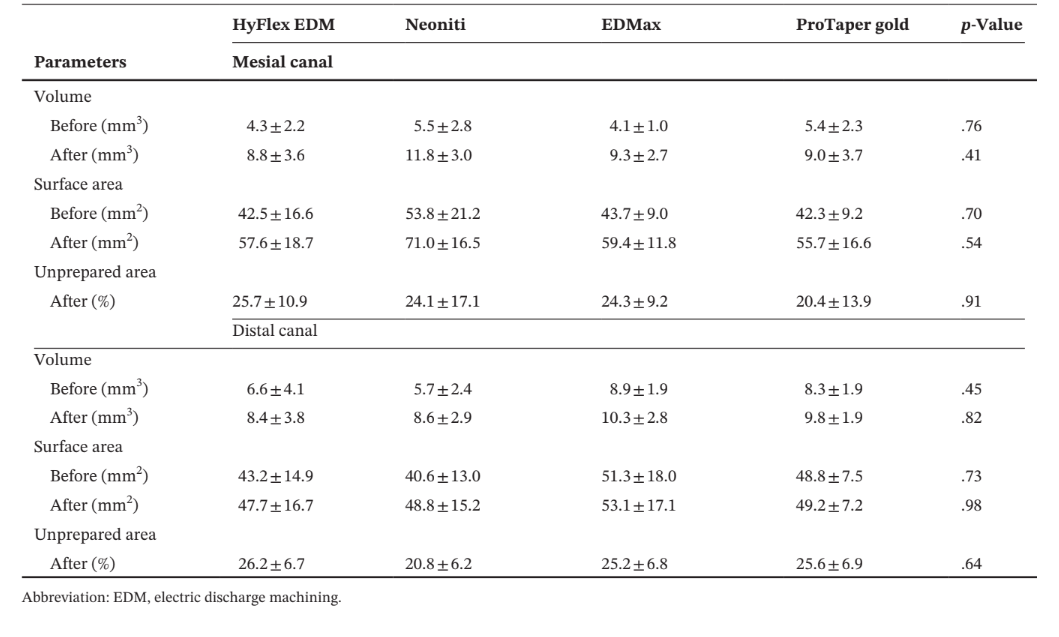
Neoniti e HyFlex EDM hanno mostrato risultati simili in tutti i test meccanici (p > .05), mentre EDMax e ProTaper Gold hanno avuto tempi di frattura simili (p = .841), carico massimo di flessione (p = 0.729) e profondità di taglio (p = 0.985). Il tempo di frattura più alto e l'angolo di rotazione sono stati osservati negli strumenti Neoniti e HyFlex EDM (p < .001), mentre EDMax e ProTaper Gold hanno presentato il carico di flessione più alto (minore flessibilità) e la profondità di taglio (p < .001). ProTaper Gold ha mostrato il massimo torque di rottura (p < .001) e HyFlex EDM ha avuto la resistenza al buckling più bassa (p < .001) (Tabella 1).
Capacità di modellamento
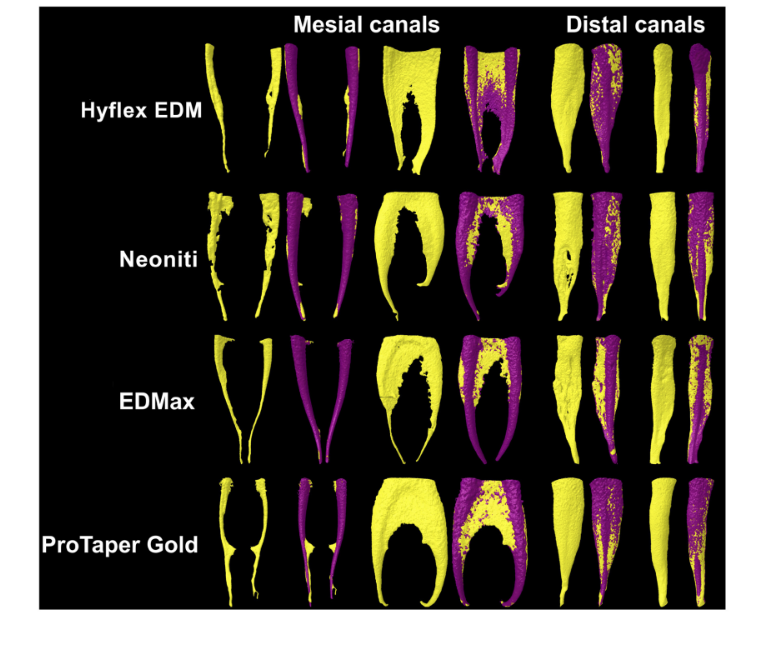
L'omogeneità dei gruppi riguardo al volume e all'area superficiale dei canali mesiali e distali è stata confermata (p > .05). Le percentuali medie delle aree di canale non preparate variavano dal 20,4% al 25,7% nei canali mesiali e dal 20,8% al 26,2% nel canale distale, senza differenze statistiche tra gli strumenti testati (p > .05) (Tabella 2, Figura 4).
Discussione
Questo studio presenta risultati originali che confrontano il comportamento meccanico di tre strumenti rotanti prodotti tramite il processo EDM con il ben noto sistema ProTaper Gold riguardo alla fatica ciclica, capacità di taglio, resistenza torsionale, flessione e buckling. Una comprensione completa dei risultati, tuttavia, è stata possibile solo grazie alla valutazione ulteriore dei loro design complessivi, finiture superficiali e disposizioni cristallografiche delle leghe metalliche, eseguita in conformità con le linee guida internazionali (ASTM International, 2004; ISO 3630-3631, 2008) o metodologie ben consolidate e validate (Lopes et al., 2012; Plotino et al., 2014; Versiani et al., 2018). Questo approccio multimodale evita il fenomeno della ‘compartimentazione della conoscenza’ mentre fornisce una conoscenza completa di ciascun metodo sfruttando i loro punti di forza e minimizzando le loro debolezze al fine di migliorare la validazione interna della ricerca (Hunter & Brewer, 2015). In questo studio, Neoniti e HyFlex EDM hanno mostrato risultati simili in tutti i test meccanici (Tabella 1), corroborando uno studio precedente (Silva et al., 2020) in cui questi due strumenti sono stati anche confrontati riguardo alla fatica ciclica e alla resistenza torsionale. Questi risultati potrebbero essere spiegati considerando che, sebbene possano presentare piccole differenze nei loro design trasversali, questi strumenti hanno dimensioni comparabili (punta e conicità), qualità di fabbricazione (Figura 2) e proprietà metallurgiche, come dimostrato da prove EDS e DSC (Figura 3). D'altra parte, i risultati hanno rivelato differenze nelle loro proprietà meccaniche rispetto agli strumenti EDMax e ProTaper Gold (Tabella 1), e l'ipotesi nulla è stata respinta. Si può assumere che la composizione della lega non abbia avuto impatto sulle prestazioni meccaniche degli strumenti, considerando che tutti i sistemi sono stati realizzati con quantità simili di elementi di nichel e titanio, senza tracce di altri metalli. D'altra parte, la combinazione della geometria complessiva, valutata tramite stereomicroscopia e SEM, e la disposizione cristallografica della lega, determinata dall'analisi della temperatura di trasformazione di fase DSC, può spiegare parzialmente quasi tutti i risultati meccanici.
Durante la preparazione di canali curvi, gli strumenti in NiTi sono sottoposti a cicli consecutivi di tensione e compressione che possono ridurre il loro ciclo di vita creando microfessure superficiali che possono propagarsi, un fenomeno che può essere simulato dal test di fatica ciclica, un metodo che utilizza un insieme ben definito di condizioni sperimentali. In queste stesse condizioni cliniche, la flessibilità, valutata dal test di resistenza alla flessione, è anch'essa importante in quanto consente agli strumenti di mantenere il percorso originale del canale mentre ne eseguono l'ingrandimento. Inoltre, durante la preparazione del canale radicolare, a volte è necessario applicare una leggera pressione lungo l'asse dello strumento per consentirne il progresso verso l'apice. Questa proprietà è valutata dal test di buckling, un metodo sviluppato per valutare la capacità di uno strumento di sostenere un carico compressivo nella direzione del proprio asse (Martins, Martins, et al., 2022). In questo studio, la fatica ciclica e la flessibilità di HyFlex EDM e Neoniti erano simili, ma superiori a ProTaper Gold e EDMax (Tabella 1). Le principali variabili che influenzano i risultati di questi test sono le proprietà metallurgiche e le dimensioni degli strumenti (Martins, Martins, et al., 2022) e, pertanto, i risultati dei test di fatica ciclica e resistenza alla flessione possono essere spiegati dalle piccole dimensioni di Neoniti e HyFlex EDM (25/.06), dalla temperatura di inizio dell'austenite più bassa di ProTaper Gold (10.1°C) (Figura 3), e dal processo EDM, che di solito produce strumenti altamente flessibili (Pedullá et al., 2016; Pirani et al., 2016), corroborando i risultati di studi precedenti (Kaval et al., 2016; Silva et al., 2020). D'altra parte, sebbene EDMax sia stato prodotto anche con il metodo EDM e avesse dimensioni simili (Figura 1), ha mostrato meno tempo per la frattura e flessibilità rispetto a Neoniti e HyFlex EDM (Tabella 1), un risultato che può essere spiegato dalle differenze nei loro trattamenti termici (Figura 3). Il nuovo trattamento termico applicato a EDMax ha modificato la sua curva di temperatura di trasformazione riducendo la sua temperatura di inizio dell'austenite a 22.4°C rispetto a Neoniti (42.5°C) e HyFlex EDM (42.7°C) (Figura 3), indicando che la sua lega si trasforma in austenite vicino alla temperatura di prova (21°C), rendendola meno flessibile e relativamente più rigida rispetto a Neoniti e HyFlex EDM. Queste differenze nella curva di riscaldamento (Figura 3) aiutano anche a spiegare la maggiore resistenza al buckling di EDMax rispetto a Neoniti e HyFlex EDM, mentre le dimensioni maggiori di ProTaper Gold giustificano i suoi valori di resistenza al buckling più elevati (Tabella 1).
Uno degli obiettivi principali degli strumenti endodontici in NiTi è la rimozione della dentina infetta durante le procedure di modellazione del canale radicolare (Martins, Martins, et al., 2022). Pertanto, durante la progressione dello strumento in direzione apicale, la sua efficienza di taglio, una proprietà legata alla capacità di uno strumento di avanzare nel canale radicolare e di fornire un taglio laterale, è di fondamentale importanza. Questa proprietà dipende da alcune caratteristiche tra cui metallurgia, trattamento superficiale, design della sezione trasversale, affilatura della flauto e design della punta. In questo studio, tuttavia, la profondità di taglio più bassa di Neoniti e HyFlex EDM (Tabella 1) può essere spiegata dalle loro temperature di trasformazione di fase. A causa delle loro alte temperature di inizio austenitico (Figura 3), questi strumenti presentano un comportamento più martensitico rispetto a EDMax e ProTaper Gold. Quando lo strumento è nella sua forma martensitica, è morbido e duttile e può essere facilmente deformato, il che può influenzare la sua efficienza di taglio (Arias & Peters, 2022), come osservato qui.
La resistenza torsionale è determinata dal massimo momento torcentale prima della frattura, una caratteristica che è rilevante per preparare canali radicolari stretti o ristretti, e l'angolo di rotazione, relativo alla capacità di sostenere deformazioni prima della frattura sotto uno stress torsionale (Martins, Martins, et al., 2022). Questa proprietà è altamente rilevante durante l'azione meccanica di taglio della dentina, poiché è il principale meccanismo che può portare alla frattura degli strumenti (Sattapan et al., 2000). Questa proprietà meccanica può essere influenzata da diversi fattori, tra cui il processo termomeccanico applicato durante la produzione, il design della sezione trasversale, la composizione della lega e la dimensione dello strumento (Martins et al., 2021; Martins, Martins, et al., 2022). In questo test, tuttavia, i 3 mm apicali dello strumento sono bloccati in un mandrino e ruotati a un ritmo costante fino alla frattura (ISO 3630-3631, 2008), un aspetto metodologico che può parzialmente spiegare i risultati attuali. In generale, gli strumenti di grande dimensione a questo livello specifico tendono a sostenere un momento torcentale più elevato (Martins, Martins, et al., 2022), il che giustifica il massimo momento torcentale più alto osservato nello strumento ProTaper Gold (Tabella 1). Allo stesso modo, le somiglianze tra gli strumenti HyFlex, Neoniti ed EDMax non solo nel loro processo di produzione (EDM) ma anche nella loro dimensione e finitura superficiale a questo livello, sono state le principali ragioni per spiegare i loro risultati comparabili. L'angolo di rotazione rappresenta la massima rotazione che uno strumento sarebbe in grado di sostenere prima della sua frattura per torsione. Valori più elevati di questo parametro sono solitamente osservati in strumenti di grandi dimensioni, poiché tendono a sostenere un alto momento torcentale, così come negli strumenti trattati termicamente a causa della maggiore capacità di deformazione risultante dalla loro alta duttilità e flessibilità (Ninan & Berzins, 2013). In questo studio, gli angoli di rotazione più alti sono stati osservati negli strumenti HyFlex e Neoniti, possibilmente a causa della loro maggiore flessibilità come risultato delle loro curve di temperatura di trasformazione distinte (Figura 3).
Sebbene molti studi si basino su parametri meccanici per valutare le prestazioni dei sistemi rotanti in NiTi, una comprensione più completa dovrebbe includere anche la valutazione della loro efficacia nella preparazione del sistema canalare. Pertanto, un approccio multimodale che combini i risultati di diversi test meccanici e la capacità di modellatura di diversi sistemi in NiTi sarebbe utile per una migliore interpretazione delle loro prestazioni e, di conseguenza, una traduzione più precisa dei risultati preclinici per guidare l'uso clinico (Silva et al., 2020). In questo studio, i sistemi testati sono stati confrontati riguardo alla percentuale di pareti canalari non toccate lasciate dopo la preparazione dei canali radicolari mesiali e distali dei molari mandibolari e valutati utilizzando la tecnologia micro-CT, considerata il gold standard. Questo parametro ha una grande rilevanza clinica poiché le aree canalari non toccate possono ospitare batteri residui e fungere da potenziale causa di infezioni persistenti, che alla fine possono portare a malattie post-trattamento (Arias & Peters, 2022; Bürklein & Arias, 2022). Infatti, i risultati attuali rappresentano una condizione sempre presente nella pratica clinica poiché nessun sistema di preparazione è stato in grado di toccare tutte le pareti del canale radicolare (Gagliardi et al., 2015; Martins et al., 2021; Versiani et al., 2013, 2018). Di conseguenza, a causa di questa prestazione subottimale, è importante sottolineare che i protocolli attuali di modellatura dei canali dipendono ancora in gran parte dall'azione delle procedure di irrigazione per la disinfezione intracanalare. Sono stati fatti sforzi preliminari per garantire la comparabilità dei gruppi abbinando anatomicamente i campioni in base a parametri morfometrici del sistema canalare, inclusi configurazione, volume e superficie. Questo processo riduce il bias anatomico che di solito confonde i risultati in questo tipo di studio e crea una base affidabile, migliorando la validità interna dello studio (Versiani et al., 2013). Sebbene le dissimilarità metallurgiche e di design degli strumenti testati siano state chiaramente riflesse nei risultati dei test meccanici, la valutazione micro-CT non ha rivelato differenze tra i sistemi nella percentuale di aree non preparate (Figura 4), con valori che vanno dal 20,4% al 25,7% nei canali mesiali e dal 20,8% al 26,2% nel canale distale (Tabella 2). Questi risultati corroborano studi precedenti con micro-CT (Gagliardi et al., 2015; Martins et al., 2021; Silva et al., 2020; Stringheta et al., 2019; Versiani et al., 2018) e potrebbero essere attribuiti al precedente bilanciamento dei gruppi riguardo alla loro morfologia interna e alla complessità anatomica intrinseca del sistema canalare dei molari mandibolari (Martins et al., 2021). L'analisi della capacità di centratura (trasporto del canale/spostamento del centroide) non è stata eseguita nel presente studio perché i criteri di selezione includevano solo canali radicolari con curvatura moderata e gli strumenti testati avevano una flessibilità molto alta, dimostrata dalle loro curve di temperatura di trasformazione (Figura 3) e dai risultati del carico di flessione (Tabella 1). In queste condizioni, è improbabile che si possano notare cambiamenti clinicamente rilevanti nella curvatura originale del canale, come riportato in precedenza (Gagliardi et al., 2015; Silva et al., 2023; Silva, Lima, et al., 2022; Silva, Martins, et al., 2022). Pertanto, si suggerisce che studi futuri confrontino la capacità degli strumenti prodotti dalla tecnologia EDM di preparare canali gravemente curvati.
La principale forza di questo studio è stata l'uso di un approccio di ricerca multimodale che ha permesso l'interconnessione dei risultati e una migliore comprensione dell'influenza di ciascun fattore sulle prestazioni complessive dei sistemi testati, evidenziando l'importanza di valutare diverse variabili e di non fare affidamento su un singolo aspetto del comportamento dello strumento. Tra le limitazioni, le reali dimensioni degli strumenti non sono state valutate e altri test, come la microdurezza e la microanalisi a raggi X con sonda elettronica (EPMA), avrebbero potuto essere utilizzati in questo protocollo multimodale, che si raccomanda di includere in studi futuri.
Conclusioni
Questa ricerca multimodale ha permesso di ottenere informazioni significative sul principale set di strumenti di tre sistemi rotativi prodotti dalla tecnologia di macchina a scarica elettrica attraverso diverse prospettive al fine di confrontare le loro prestazioni meccaniche e l'efficienza di modellamento con il noto sistema ProTaper Gold trattato termicamente. In generale, è stato osservato che la geometria degli strumenti e le temperature di trasformazione di fase influenzavano i risultati dei test meccanici, ma non la loro capacità di modellamento.
Autori: Emmanuel J. N. L. Silva, Natasha C. Ajuz, Jorge N. R. Martins, Bernardo R. Antunes, Carolina O. Lima, Victor T. L. Vieira, Francisco Manuel Braz-Fernandes, Marco A. Versiani
Riferimenti:
- Arias, A. & Peters, O.A. (2022) Stato attuale e direzioni future: modellamento del canale. International Endodontic Journal, 55(Suppl 3), 637–655.
- ASTM International. (2004) ASTM F2004–17: metodo di prova standard per la temperatura di trasformazione delle leghe di nichel-titanio mediante analisi termica. West Conshohocken, PA: American Society for Testing and Materials.
- Bürklein, S. & Arias, A. (2022) Efficacia della strumentazione del canale radicolare per il trattamento della parodontite apicale: una revisione sistematica e meta-analisi. International Endodontic Journal. Disponibile da: https://doi.org/10.1111/iej.13782 (Epub ahead of print).
- Gagliardi, J., Versiani, M.A., de Sousa-Neto, M.D., Plazas-Garzon, A. & Basrani, B. (2015) Valutazione delle caratteristiche di modellamento di ProTaper gold, ProTaper NEXT e ProTaper universal in canali curvi. Journal of Endodontics, 41, 1718–1724.
- Gavini, G., Santos, M.D., Caldeira, C.L., Machado, M.E.L., Freire, L.G., Iglecias, E.F. et al. (2018) Strumenti in nichel-titanio in endodonzia: una revisione concisa dello stato dell'arte. Brazilian Oral Research, 32, e67.
- Gündoğar, M. & Özyürek, T. (2017) Resistenza alla fatica ciclica di OneShape, HyFlex EDM, WaveOne gold e Reciproc blue strumenti in nichel-titanio. Journal of Endodontics, 43, 1192–1196.
- Hunter, A. & Brewer, J.D. (2015) Progettare ricerche multimodali. In: Hesse-Biber, S. & Johnson, R.B. (Eds.) The Oxford handbook of multimethod and mixed methods research inquiry. Oxford, Regno Unito: Oxford University Press.
- ISO 3630-3631. (2008) Odontoiatria—strumenti per canali radicolari—parte 1: requisiti generali e metodi di prova. Ginevra, Svizzera: Organizzazione Internazionale per la Standardizzazione.
- Kaval, M.E., Çapar, I.D. & Ertas, H. (2016) Valutazione della fatica ciclica e della resistenza torsionale di nuovi strumenti rotanti in nichel-titanio con varie proprietà delle leghe. Journal of Endodontics, 42, 1840–1843.
- Lopes, H.P., Elias, C.N., Mangelli, M., Lopes, W.S.P., Amaral, G., Souza, L.C. et al. (2012) Resistenza al buckling degli strumenti endodontici di ricerca. Journal of Endodontics, 38, 402–404.
- Mallet, J.P. (2012) Neolix iniziale: l'innovazione francese. Endo Tribune, 4, 19.
- Martins, J.N.R., Martins, R.F., Braz Fernandes, F.M. & Silva, E. (2022) Quali informazioni significative ci forniscono i test meccanici degli strumenti? Una revisione completa. Journal of Endodontics, 48, 985–1004.
- Martins, J.N.R., Silva, E., Marques, D. et al. (2022) Design, caratteristiche metallurgiche e comportamento meccanico degli strumenti endodontici in NiTi di cinque diversi sistemi rotanti trattati termicamente. Materials, 15, 1009.
- Martins, J.N.R., Silva, E.J.N.L., Marques, D., Belladonna, F., Simões-Carvalho, M., Vieira, V.T.L. et al. (2021) Design, caratteristiche metallurgiche, prestazioni meccaniche e preparazione del canale di sei strumenti reciprocanti. International Endodontic Journal, 54, 1623–1637.
- McGuigan, M.B., Louca, C. & Duncan, H.F. (2013) L'impatto degli strumenti endodontici rotti sull'esito del trattamento. British Dental Journal, 214, 285–289.
- Müller, B. (2015) Una breve storia della rivoluzione dei file in NiTi. Roots, 11, 42–46.
- Nagendrababu, V., Murray, P.E., Ordinola-Zapata, R., Peters, O.A., Rôças, I.N., Siqueira, J.F., Jr. et al. (2021) Linee guida PRILE 2021 per la segnalazione di studi di laboratorio in endodonzia: spiegazione ed elaborazione. International Endodontic Journal, 54, 1491–1515.
- Ng, Y.L., Mann, V. & Gulabivala, K. (2011) Uno studio prospettico sui fattori che influenzano gli esiti del trattamento endodontico non chirurgico: parte 1: salute periapicale. International Endodontic Journal, 44, 583–609.
- Ninan, E. & Berzins, D.W. (2013) Proprietà di torsione e flessione degli strumenti rotanti in nichel-titanio a memoria di forma e superelastici. Journal of Endodontics, 39, 101–104.
- Pedullá, E., Lo Savio, F., Boninelli, S. et al. (2016) Resistenza torsionale e alla fatica ciclica di un nuovo strumento in nichel-titanio prodotto mediante lavorazione a scarica elettrica. Journal of Endodontics, 42, 156–159.
- Peters, O.A., Arias, A. & Choi, A. (2020) Proprietà meccaniche di un nuovo strumento per canali radicolari in nichel-titanio: test statici e dinamici. Journal of Endodontics, 46, 994–1001.
- Pirani, C., Iacono, F., Generali, L., Sassatelli, P., Nucci, C., Lusvarghi, L. et al. (2016) HyFlex EDM: caratteristiche superficiali, analisi metallurgica e resistenza alla fatica di innovativi strumenti rotanti in NiTi prodotti mediante lavorazione a scarica elettrica. International Endodontic Journal, 49, 483–493.
- Plotino, G., Giansiracusa Rubini, A., Grande, N.M., Testarelli, L. & Gambarini, G. (2014) Efficienza di taglio degli strumenti reciprocanti Reciproc e waveOne. Journal of Endodontics, 40, 1228–1230.
- Sattapan, B., Nervo, G.J., Palamara, J.E. & Messer, H.H. (2000) Difetti nei file rotanti in nichel-titanio dopo uso clinico. Journal of Endodontics, 26, 161–165.
- Schneider, S.W. (1971) Un confronto delle preparazioni del canale in canali radicolari dritti e curvi. Oral Surgery Oral Medicine Oral Pathology, 32, 271–275.
- Silva, E.J.N.L., Lima, C.O., Barbosa, A.F.A., Lopes, R.T., Sassone, L.M. & Versiani, M.A. (2022) L'impatto degli strumenti TruNatomy e ProTaper gold sulla preservazione della dentina periradicolare e sull'ingrandimento del canale apicale dei molari mandibolari. Journal of Endodontics, 48, 650–658.
- Silva, E.J.N.L., Martins, J.N.R., Ajuz, N.C., Antunes, H.S., Vieira, V.T.L., Braz Fernandes, F.M. et al. (2022) Una valutazione multimodale di un nuovo sistema di file rotanti in nichel-titanio trattato termicamente personalizzato. Materials, 15, 5288.
- Silva, E.J.N.L., Martins, J.N.R., Ajuz, N.C., dos Santos Antunes, H., Vieira, V.T.L., Braz-Fernandes, F.M. et al. (2023) Design, metallurgia, proprietà meccaniche e capacità di modellamento di 3 sistemi reciprocanti trattati termicamente: un'indagine multimodale. Clinical Oral Investigations. Disponibile da: https://doi.org/10.1007/s00784-023-04899-2 (Epub ahead of print).
- Silva, E.J.N.L., Martins, J.N.R., Lima, C.O., Vieira, V.T.L., Braz Fernandes, F.M., De-Deus, G. et al. (2020) Test meccanici, caratterizzazione metallurgica e capacità di modellamento degli strumenti rotanti in nichel-titanio: una ricerca multimodale. Journal of Endodontics, 46, 1485–1494.
- Stanurski, A. (2013) Un nuovo processo di produzione per nuovi file rotanti in NiTi. Roots, 9, 2013.
- Stringheta, C.P., Bueno, C.E.S., Kato, A.S., Freire, L.G., Iglecias, E.F., Santos, M. et al. (2019) Valutazione micro-tomografica della capacità di modellamento di quattro sistemi di strumentazione in canali radicolari curvi. International Endodontic Journal, 52, 908–916.
- Thu, M., Ebihara, A., Maki, K., Miki, N. & Okiji, T. (2020) Resistenza alla fatica ciclica di strumenti rotanti e reciprocanti in nichel-titanio sottoposti a test statici e dinamici. Journal of Endodontics, 46, 1752–1757.
- Versiani, M.A., Carvalho, K.K.T., Mazzi-Chaves, J.F. & Sousa-Neto, M.D. (2018) Valutazione micro-tomografica della capacità di modellamento di XP-endo shaper, iRaCe e EdgeFile in canali di forma ovale lunga. Journal of Endodontics, 44, 489–495.
- Versiani, M.A., Steier, L., De-Deus, G., Tassani, S., Pécora, J.D. & Sousa-Neto, M.D. (2013) Studio di micro-tomografia computazionale di canali di forma ovale preparati con il file auto-regolante, Reciproc, WaveOne e Protaper universal. Journal of Endodontics, 39, 1060–1066.
- Wolf, T.G., Paque, F., Sven Patyna, M., Willershausen, B. & Briseno-Marroquin, B. (2017) Analisi tridimensionale della geometria del forame fisiologico dei molari mascellari e mandibolari mediante micro-CT. International Journal of Oral Science, 9, 151–157.